
15MnVR钢在水电站压力钢管中的焊接技术文档
11页
1、15MnVR钢在水电站压力钢管中的焊接技术摘要:本技术是在云南保山苏帕河阿鸠田引水式电站压力钢管(该电站钢管采用15MnVR合金结构钢)焊接试验基础上及焊接施工过程中总结出来的,在此强调了焊接该钢时应特别注意的事项,对于其他一般性焊接要求,15MnVR钢的焊接仍需遵守DL/T501793压力钢管制造安装及验收规范有关标准或规范的规定。 关键词:钢管 材料 焊接 技术 1、材料1.1、15MnVR钢(母材)1.1.1、15MnVR钢特性15MnVR钢属于正火状态下交货的合金结构容器钢。(正火钢是指在固溶强化的基础上,通过沉淀强化和细化晶粒来进一步提高强度和保证韧性的一类低合金高强钢)15MnVR钢化学成分表:钢号化 学 成 分(%)CMnSiVTiNbMONRE加入量SP15MnVR0.181.21.60.200.60.040.120.0350.03515MnVR钢机械性能表:钢号抗拉强度b(MPa)屈服点s(MPa)伸长率5(%)1800弯曲试验15MnVR53067539018d=3a注:d=弯心直径 a=试样厚度这类钢是在16Mn基础上加入少量V(0.04%0.12%)来达到细化晶
2、粒和沉淀强化的。此钢虽在正火状态下使用,但由于碳化钒的分布形式和弥散强化程度与热轧温度、冷却速度有很大的关系。因此它的性能在热扎状态下会有较大的波动,特别是板厚增加时更为严重。由于此钢实质上应属于沉淀强化类型的钢,因此只有通过正火使晶粒和碳化钢均匀弥散析出后,才能获得较高的塑性和韧性,所以这种钢在签定合同时要求正火状态下交货,并经级无损检验合格后交货。正火的目的是为了使这些合金元素能以细小的化合物质从固溶体中析出,并同时起细化晶粒的作用,是在提高强度的同时,适当地改善了钢材的塑性和韧性,以达到最强的综合性能。1.1.2、15MnVR钢的焊接性分析通过15MnVR的钢特性可以看出此钢材的焊接较好。本结主要通过工艺因素来描述15MnVR的焊接性。(影响焊接性的主要有材料因素、工艺因素、结构因素及使用因素。)15MnVR钢焊接性通常出现两方面的问题:一是焊接引起的各种冶金缺陷,主要是各类裂纹问题;二是焊接时材料性能的变化。1.1.2.1、预防焊缝中的热裂纹从正火钢成分来看,此钢含碳量较低,含Mn量较高,Mn/S(含S元素多导致热裂纹)比能达到要求,具有较好的抗热裂性能,正常情况下焊缝中不会出
3、现热裂纹。但当材料成分不合格,或因严重偏析使局部C、S含量偏高时,容易出现热裂纹。在这种情况下,在焊接材料上采用含Mn较高的焊丝和含SiO2较低的焊剂,以此降低焊缝中的含碳量和提高焊缝中的含锰量,可解决热裂纹的问题。在阿鸠田工程中使用焊丝H10Mn2、焊剂HJ431。1.1.2.2、预防焊缝中的冷裂纹冷裂纹是焊接15MnVR钢时的一个主要问题。(a)从材料本身考虑淬硬组织,是引起冷裂纹的决定性因素,由于正火钢的强度级别较高,合金元素的含量较多。因此与低碳钢相比,焊接性差别就大。(b)碳当量与冷裂纹倾向的关系。从前面分析材料的淬硬倾向影响冷裂纹倾向,而淬硬倾向又主要取决于钢的化学成分,其中以碳的作用最为明显。因此,可以通过一些经验性的碳当量公式来粗略地估计和对此不同钢材的冷裂纹倾向,为了减少含C量,来提高15MnVR的焊接性,但为了弥补强度的损失必须添加一些合金元素V。但碳当量不能精确地判断冷裂纹的产生与否,因为冷裂纹的产生除了成分外还和其他因素有关。为了避免冷裂纹的产生,就需要采取较严格的工艺措施,在阿鸠田工程中严格控制线能量、焊前预热和焊后保温等措施。1.1.2.3、再热裂纹15Mn
4、VR钢,对再热裂纹不敏感。1.1.2.4、层状撕裂产生层状撕裂不受钢材的种类和强度级别的限制,撕裂与板厚有关。由于阿鸠田电站采用15MnVR钢最薄厚度为=28mm,容易产生层状撕裂。从钢板本身来说,主要取决于冶炼条件,钢板出厂必须进行无损检验,达到级探伤合格准予出厂。在阿鸠田工程施工过程中一般对厚度超过32mm,采取了150C预热,在整个施工过程中未见层状撕裂现象。1.1.3、15MnVR钢验收15MnVR钢应符合低合金高强度结构钢GB/T1591-1994、GB66541996的规定,并具有出厂合格证明书和质量保证书。15MnVR钢使用前按GB6654-1996容器板检查验收。钢板的运输和存放应避免变形、锈蚀、损坏等。1.2、15MnVR钢用焊接材料1.2.1、焊接材料是决定焊接质量的主要因素。焊接材料选择根据15MnVR的力学性能、化学成分、接头钢性及钢管的坡口形式和使用要求选取。在阿鸠田工程中手弧焊选取E5015焊条,焊丝选取H10Mn2,焊剂选HJ431。选取以上焊接材料必须具有出厂合格证明书和质量保证书。1.2.2、焊条、焊丝及焊剂的储存和保管应按JB3223-83焊条质量管
《15MnVR钢在水电站压力钢管中的焊接技术文档》由会员桔****分享,可在线阅读,更多相关《15MnVR钢在水电站压力钢管中的焊接技术文档》请在金锄头文库上搜索。

第一章SDH原理
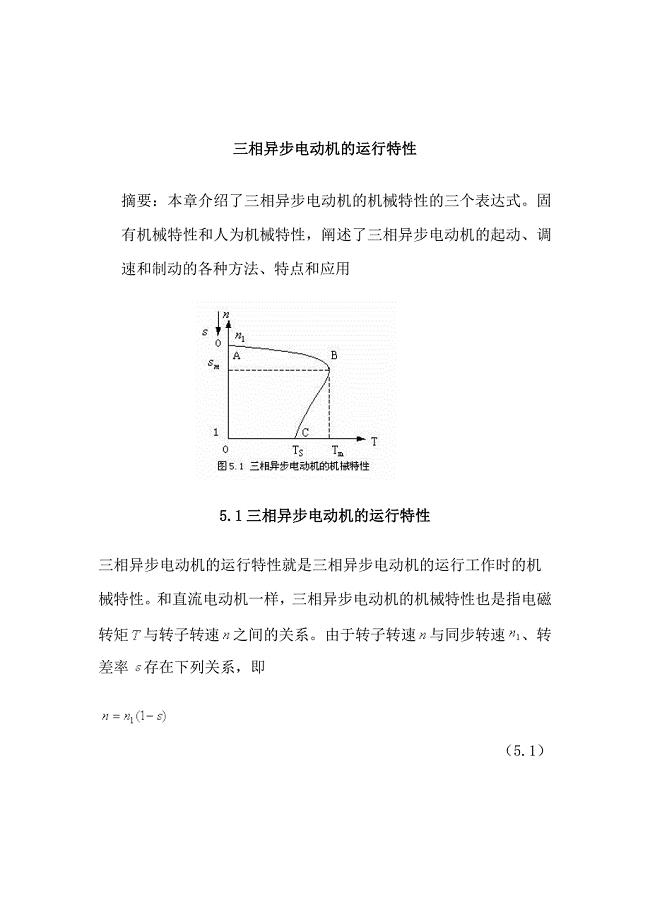
三相异步电动机的机械特性

医师个人总结范文3篇.doc
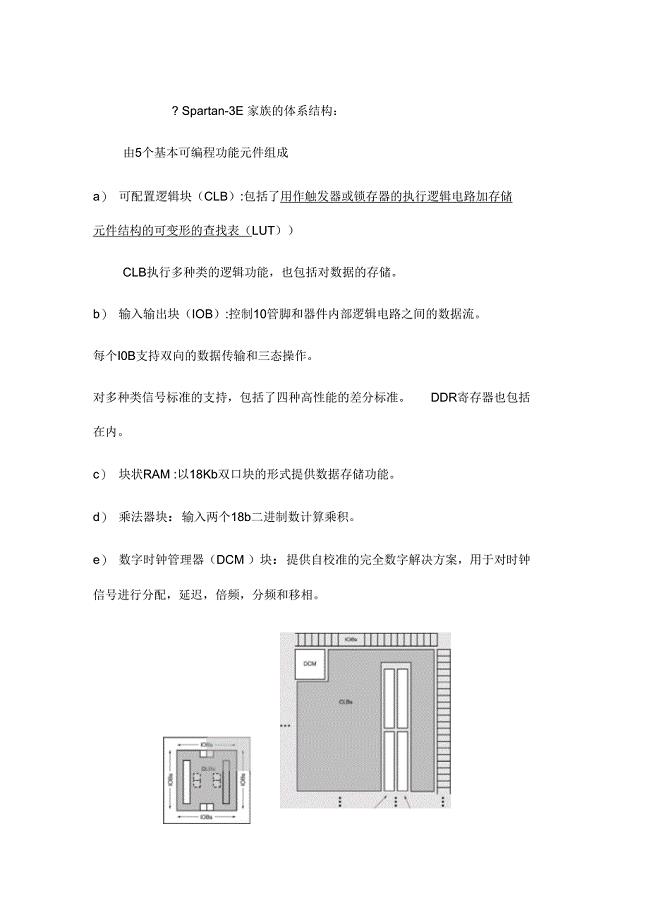
Spartan-3E_FPGA_中文大数据手册簿_摘要
2023销售合同48范文.docx
2023年银行员工异常行为监测管理办法.docx
贝克(beck)抑郁自评量表
小学优秀写事作文汇总十篇
2023年学会感恩的演讲稿101.docx
2023年住房公积金实施办法.docx

2023年我的爸爸小学作文24范文.docx
2023期末考试动员大会演讲稿范文.docx

销售合同900字
演讲前的六大准备预讲的准备
水力发电厂安全性评价

2023年市地税局干部教育培训规划.docx
圆的整理与复习教学设计
2023年读书的演讲稿414范文.docx
x镇党政办组织、纪律、宣传工作2023年目标任务完成情况汇报.docx

【建筑施工方案】项目基坑土方施工方案(DOC 15页)
 汽车在非结构化道路中的偏离检测
汽车在非结构化道路中的偏离检测
2022-09-20 28页
智能化决策系统 投资
2023-10-07 6页
MBA全景教程之六__公司财务管理
2023-01-27 46页
多头管理指挥带来的后果
2023-03-22 2页
我国加入WTO对集装箱运输的影响对策
2023-03-19 6页
3套中文2套英文经典简历模板与简历策划要点
2023-03-06 21页
某烤鸭股份有公司连锁管理手册
2024-02-25 87页
品质管理-柏拉图法
2023-05-07 3页
岗位说明书(35)
2022-12-22 1页
茶叶工厂良好作业规范专则
2022-12-30 29页