
华为企业技术规范-钣金结构件可加工性设计规范
23页
1、DKBA华为技术有限公司企业技术规范DKBA4031-2003.06 钣金结构件可加工性设计规范2003-06-30发布 2003-07-XX实施华 为 技 术 有 限 公 司发布编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页目 次前 言51范围和简介61.1范围61.2简介61.3关键词62规范性引用文件63冲裁63.1冲裁件的形状和尺寸尽可能简单对称,使排样时废料最少。63.2冲裁件的外形及内孔应避免尖角。63.3冲裁件应避免窄长的悬臂与狭槽73.4冲孔优先选用圆形孔,冲孔有最小尺寸要求73.5冲裁的孔间距与孔边距83.6折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定的距离83.7螺钉、螺栓的过孔和沉头座83.8冲裁件毛刺的极限值及设计标注93.8.1冲裁件毛刺的极限值93.8.2设计图纸中毛刺的标注要求94折弯104.1折弯件的最小弯曲半径104.2弯曲件的直边高度104.2.1一般情况下的最小直边高度要求104.2.2特殊要求的直边高度114.2.3弯边侧边带有斜角的直边高度114.3折弯件上的孔边距114.4局部弯曲的工艺切口124.4.1
2、折弯件的弯曲线应避开尺寸突变的位置124.4.2当孔位于折弯变形区内,所采取的切口形式124.5带斜边的折弯边应避开变形区134.6打死边的设计要求134.7设计时添加的工艺定位孔134.8标注弯曲件相关尺寸时,要考虑工艺性144.9弯曲件的回弹144.9.1折弯件的内圆角半径与板厚之比越大,回弹就越大。144.9.2从设计上抑制回弹的方法示例145拉伸155.1拉伸件底部与直壁之间的圆角半径大小要求155.2拉伸件凸缘与壁之间的圆角半径155.3圆形拉伸件的内腔直径155.4矩形拉伸件相邻两壁间的圆角半径155.5圆形无凸缘拉伸件一次成形时,其高度与直径的尺寸关系要求165.6拉伸件设计图纸上尺寸标注的注意事项165.6.1拉伸件产品尺寸的标准方法165.6.2拉伸件尺寸公差的标注方法166成形166.1加强筋176.2打凸间距和凸边距的极限尺寸176.3百叶窗176.4孔翻边187附录197.1附录A:高碳钢、低碳钢对应的公司常用材料牌号列表197.2附录B 压印工艺、压花工艺简介207.2.1压印工艺207.2.2压花工艺208参考文献21前 言本规范的其他系列规范:无与对应的国
3、际标准或其他文件的一致性程度:无规范代替或作废的全部或部分其他文件:无与其他规范或文件的关系:无与规范前一版本相比的升级更改的内容:第一版,无升级更改信息。本规范由整机工程部结构造型设计部提出。本规范主要起草和解释部门:结构造型设计部本规范主要起草专家:结构造型设计部:邓在明(10166)、盛辉(21628)、李俊周(17743)。本规范主要评审专家:结构造型设计部:曾喜能(7700)、田雨(15962)、向子上(17314)、王永刚(21437)、许剑明(21269)、刘长林(20072)、李浩(25479)。本规范批准部门:整机工程部结构造型设计部本规范所替代的历次修订情况和修订专家为:规范号主要起草专家主要评审专家钣金结构件可加工性设计规范1 范围和简介1.1 范围本规范规定了钣金结构设计所要注意的加工工艺要求。本规范适用于钣金结构设计必须遵守的加工工艺要求。1.2 简介我司产品结构件主要是由钣金材料经过冲压加工而成,这些冲压件的几何形状、尺寸和精度对冲压工艺影响很大。冲压件具有良好的加工工艺性有利于节省材料、减少工序、提高模具使用寿命和产品质量,同时,可以有效的降低产品成本。按
4、钣金件的基本加工方式,如冲裁、折弯、拉伸、成型,本规范通过阐述每一种加工方式所要注意的工艺要求,提出对钣金件结构设计的限制。 1.3 关键词钣金、冲裁、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边2 规范性引用文件下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本规范。序号编号名称1DKBA0.400.0023工艺审核规范Rev1.0 作者:邓在明,周有光3 冲裁冲裁分为普通冲裁和精密冲裁,由于加工方法的不同,冲裁件的加工工艺性也有所不同。目前我司通信产品结构件一般只用到普通冲裁。下面介绍冲裁的工艺性,是指普通冲裁的结构工艺性。3.1 冲裁件的形状和尺寸尽可能简单对称,使排样时废料最少。图3.1.1 冲裁件的排样3.2 冲裁件的外形及内孔应避免尖角。在直线或曲线的连接处要有圆弧连接,圆弧半径R0.5t。(t为材料壁厚)图3.2.1 冲裁件圆角半径的最小值3.3 冲裁件应避免窄长的
《华为企业技术规范-钣金结构件可加工性设计规范》由会员公****分享,可在线阅读,更多相关《华为企业技术规范-钣金结构件可加工性设计规范》请在金锄头文库上搜索。
精选高考励志学生演讲稿模板
汽车维修技师年终个人工作总结报告(2篇).doc
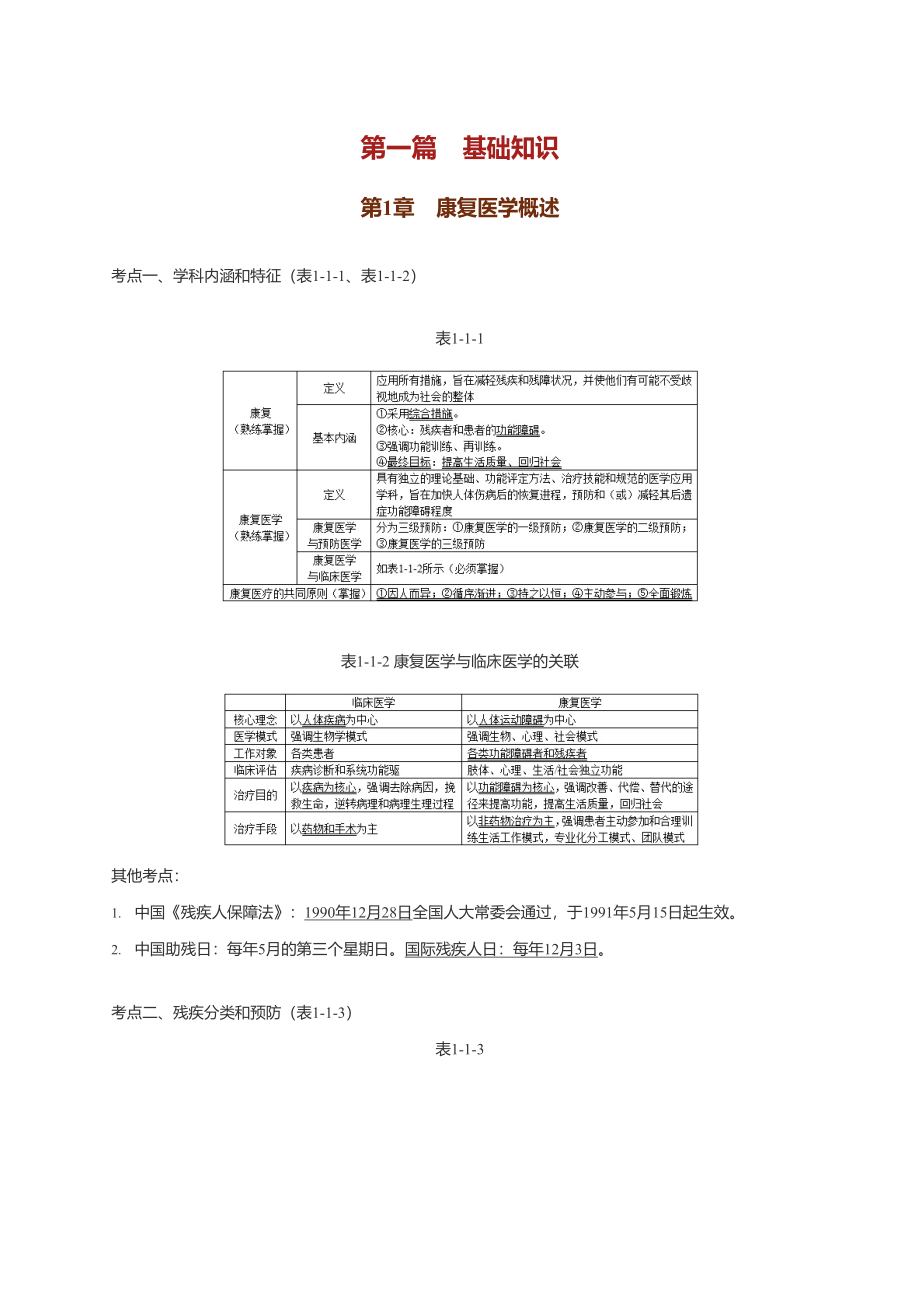
康复医学治疗技术士高频考点总结
2022年代理合同范文六篇(模板)
【最新版】鲁科版选修2课时作业:主题3课题2陶瓷的烧制含答案
四年级语文上学期文言文阅读与理解专项练习部编版
幼儿园六一主持词范文集锦九篇
大一个人学期总结报告
高三学生毕业个性评语大全一个班完整版
4000m3湿式气柜施工方案
简单地说明小制作
2022年三年级数学下册 2《除数是一位数的除法》笔算除法 例2教学设计 新人教版
东北师范大学21秋《社会心理学》在线作业二答案参考2
南开大学21秋《信托与租赁》综合测试题库答案参考23
汉子家园一5

思泉语文知识积累手册
以诚信为主题的优秀主题演讲讲话发言稿参考范文(精选17篇)
作业安全分析考核试卷
旅游局长落实安全生产工作总结.doc
2021年《窗边的小豆豆》读后感(合集15篇)
 2023年度护士个人工作总结范文(3篇).doc
2023年度护士个人工作总结范文(3篇).doc
2023-01-01 6页
五年级四班的德育工作总结范文
2023-08-18 3页
大学生自我鉴定范文汇总8篇一
2023-01-14 13页
幼儿园小班班务总结以及工作计划(4篇).doc
2023-04-14 13页
2022年汽车销售工作个人年终总结
2022-09-22 2页
会计实习自我鉴定4篇三
2023-05-29 6页
政教处工作总结 政教处工作总结与计划
2022-08-09 54页
起重机械年检注意事项
2023-02-13 15页
2022年加强作风建设主题教育活动总结
2023-07-05 3页
关于教科研工作计划模板锦集六篇
2023-11-01 24页