
切削液使用管理规定
9页
1、内部切削液使用管理规定2016年4月8日发放:一车间、五车间、九车间、经营管理处、质量检验处编制: 校对: 审核: 批准: 1 范围 合理选用冷却润滑液,可以有效地减小切削过程中的摩擦,改善散热条件,而降低切削力,切削 温度和刀具磨损,提高刀具耐用度,切削效率和已加工表面质量及降低产品的加工成本。随着科 学技术和机械加工工业的不断发展,特别足大量的难切削材料的应用和对产品零件加工质量要求 越来越高,这就给切削加工带来了难题。为了使这些难题获得解决,除合理选择别的切削条件外, 合理选择切削液也尤为重要. 2 切削的分类2。1水溶液其主要成分是水。由于水的导热系数是油的导热系数三倍,所以它的冷却性能好.在其中加入一 定量的防锈和汕性添加剂,还能起到一定的防锈和润滑作用。 2.2 乳化液:2。2。1普通乳化液:它是由防锈剂,乳化剂和矿物油配制而成.清洗和冷却性能好,兼有防锈和润滑 性能. 2。2。2防锈乳化液:在普通乳化液中,加入大量的防锈剂,其作用同上,用于防锈要求严格的工序和 气候潮湿的地区。2.2。3极压乳化液:在乳化液中,添加含硫,磷,氯的极压添加剂,能在切削时的高温,高压下形成 吸
2、附膜,起润滑作用. 2.3切削油: 2.3.1矿物油:有 5#、7、10、20、30#机械油和柴油,煤油等,适用于一般润滑。2.3。2动,植油及复合油:有豆油、菜子油、棉子油、蓖麻油、猪油等。复合油是将动、植、矿三种油混合而成.它具有良好地边界润滑。 2.3。3 极压切削油:它是以矿物油为基础,加入油性,极压添加剂和防锈剂而成。具有动,植物油良 好地润滑性能和极压润滑性能. 3 切削液的作用 3。1 冷却作用它可以降低切削温度,提高刀具耐用度和减小工件热变形,保证加工质量。一般的情况下,可降 低切削温度 50150。 3.2 润滑作用它可以减小切屑与前刀面,工件与刀具后刀面的摩擦,以降低切削力,切削热和限制积屑瘤和鳞刺 的产生。一般的切削油在 200左右就失去润滑能力。如加入极压添加剂,就可以在高温(600 1000)、高压(14701960MPa)条件下起润滑作用。这种润滑叫做极压润滑。 3.3 清洗作用它可以将粘附在工件,刀具和机床上的切屑粉末,在一定压力的切削液作用下冲洗干净。 3.4 防锈作用防止机床、工件、刀具受周围介质(水分、空气、手汗)的腐蚀. 4 冷却润滑液中的添加剂
3、4.1 油性添加剂动植物油、脂肪酸及其皂、脂肪醇及多元醇、酯类、酮类、胺类等化合物。 4。2 极压添加剂含硫、磷、氯等有机化合物。如氯化石腊、四氯化碳、硫化磷酸盐、二烷基二硫代磷酸锌等.含 硫的极压切削油在切削过程中和金属起化学反应,生成硫化铁,它的熔点高(1193),硫化膜在 高温下不被破坏,在切削钢件时,能在 1000左右的高温下,仍保持润滑性能;含氯的极压添加 剂,如氯化石腊(含氯量为 4050),它的化学性能活泼,在 200300时和金属起化学反应, 氯化物的摩擦系数低于硫化物,有良好地润滑性能,可耐 600的高温;含磷极压添加剂,与钢 铁接触即被吸附,生成磷酸铁化学润滑膜,降低摩擦,比硫氯的效果更为良好。如三种复合使用, 润滑效果更为显著. 4。3防锈添加剂: 4.3。1水溶性防锈添加剂:亚硝酸钠、磷酸三钠、磷酸氢二钠、苯甲酸钠、苯甲酸胺、三乙醇胺等。 4。3。2油溶性防锈添加剂:石油磺酸钡、石油磺酸钠、环烷酸锌、三壬基萘磺酸钡等。4。4防霉添加剂苯粉、五氯粉、硫柳汞等化合物。加入万分之几的防霉添加剂,可杀死细菌和抑制细菌生长,以 防切削液变质发臭。 4。5 抗泡沫添加剂二甲
4、基硅油。以防止切削液的使用效果。4。6助溶添加剂 乙醇、丁乙醇、苯二甲酸脂、乙二醇醚等。4。7 乳化剂:4。7。1 阴离子型:石油磺酸钠、油酸钠皂、松香酸钠皂、高炭酸钠皂、磺化蓖麻油、油酸、 三乙醇胺。 4.7.2非离子型:聚氧乙烯脂肪醇醚(平平加)、聚氧乙烯烷基酚醚(0P)、山梨糖醇油酸酯(司本)、聚 氧乙烯山梨糖醇油酸酯(吐温)。 4。8乳化稳定剂乙二醇、乙醇、正丁醇、二乙二醇单正丁基醚、二甘醇、高碳醇、苯乙醇胺、三乙醇胺等。 5 冷却润滑液的选择5.1选择原则 5。1。1 根据工件材料选择 a) 铸铁、青铜在切削时,一般不用切削液。精加工时,用煤油。b) 切削铝时,用煤油。c) 切削有色金属时,不宜用含硫的切削液。 d) 切削镁合金时,用矿物油.e) 切削一般钢时,采用乳化液. f) 切削难切削材料时,应采用极压切削液。 5。1.2 根据工艺要求和切削特点选择a) 粗加工时,应选冷却效果好的切削液。 b) 精加工时,应选润滑效果好的切削液.c) 加工孔时,应选用浓度大的乳化液或极压切削液. d) 深孔加工时,应选用含有极压添加剂浓度较低的切削液. e) 磨削时,应选用清洗作用好的
《切削液使用管理规定》由会员壹****1分享,可在线阅读,更多相关《切削液使用管理规定》请在金锄头文库上搜索。
银行绩效考核工作总结三篇
九年级上语文期中试题及答案
2022年公司活动策划方案汇编七篇
江苏路灯工程施工设计方案

落地式双排脚手架搭拆方案
2022年电器代理合同范本
某餐饮公司营销策划方案
2022机关个人总结
供电所保电应急预案-范文
医生对护士工作满意度调查表(1)
吉林省通榆县第八中学九年级化学下册8.2金属的化学性质第1课时导学案无答案新版新人教版
2023年上市公司独立董事独立性问题研究
省油菜生产机械化技术路线的探索.doc
2023年美术教案模板5篇
看春晚央视节目的观后感作文300字
最新苏教版五年级上册数学期中试卷优秀名师资料
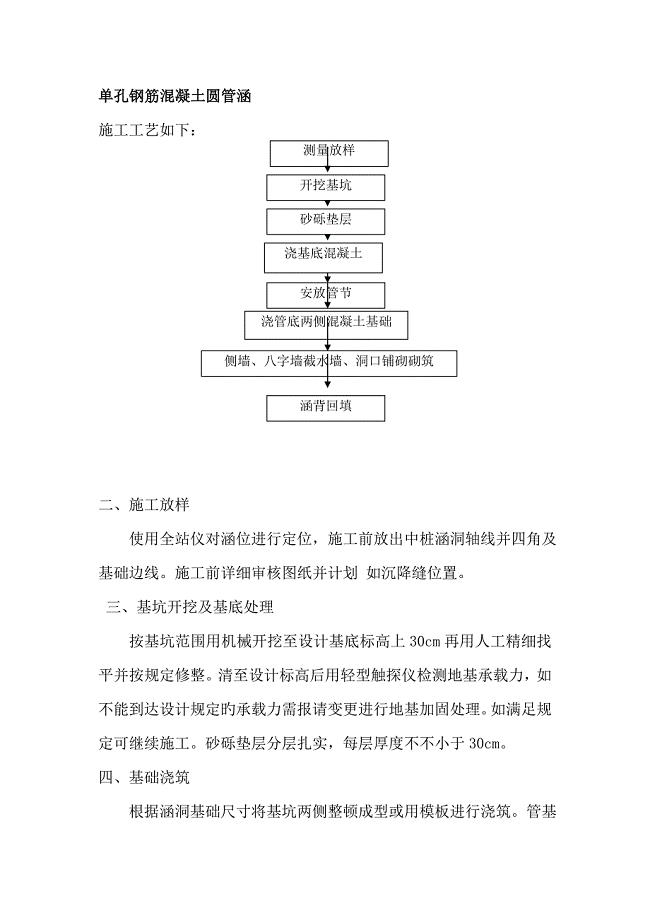
单孔钢筋混凝土圆管涵
2023学生会秘书部工作计划(6篇).doc
面试常见的七个问题
变压器常用的冷却方式有以下几种
 大学生消费情况调查方案
大学生消费情况调查方案
2023-03-04 2页
团员个人年度总结
2023-05-20 1页
广告设计印刷合同书
2024-03-10 3页
厨房管理表格
2022-11-28 12页
四方合作协议书14144
2023-06-07 4页
排水沟改造施工方案
2022-09-10 17页
医生对护士工作满意度调查表(1)
2023-05-03 3页
建筑施工中的用电与防火
2023-12-16 12页
宁夏省公路工程试验检测员道路交通质量标线试题
2023-06-28 7页
在职个人有关事项报告表
2022-10-17 17页