
砂型铸造常见问题分析
12页
1、砂型锻造常用问题分析铸件生产工序多,很容易使铸件产生多种缺陷。部分有缺陷的产品经修补后仍可使用,严重的缺陷则使铸件成为废品。为保证铸件的质量应一方面对的判断铸件的缺陷类别,并进行分析,找出因素,以采用改善措施。砂型锻造的铸件常用的缺陷有:气孔、冷隔、浇局限性、粘砂、夹砂、砂眼、胀砂等。1.气孔气孔是气体在金属液结壳之前未及时逸出,在铸件内生成的孔洞类缺陷。气孔的内壁光滑,明亮或带有轻微的氧化色。铸件中产气愤孔后,将会减小其有效承载面积,且在气孔周边会引起应力集中而减少铸件的抗冲击性和抗疲劳性。气孔还会减少铸件的致密性,致使某些规定承受水压实验的铸件报废。此外,气孔对铸件的耐腐蚀性和耐热性也有不良的影响。避免气孔产生的有效措施是:减少金属液中的含气量,增大砂型的透气性,以及在型腔的最高处增设出气冒口等。2 砂眼砂眼是在铸件内部或表面充塞着型砂的孔洞类缺陷。重要由于型砂或芯砂强度低;型腔内散砂未吹尽;铸型被破坏;铸件构造不合理等因素产生的。避免砂眼的措施是:提高型砂强度;合理设计铸件构造;增长砂型紧实度。3 粘砂铸件表面上粘附有一层难以清除的砂粒称为粘砂。粘砂既影响铸件外观,又增长铸件清理
2、和切削加工的工作量,甚至会影响机器的寿命。例如铸齿表面有粘砂时容易损坏,泵或发动机等机器零件中若有粘砂,则将影响燃料油、气体、润滑油和冷却水等流体的流动,并会玷污和磨损整个机器。避免粘砂的措施是:在型砂中加入煤粉,以及在铸型表面涂刷防粘砂涂料等。4. 夹砂夹砂是在铸件表面形成的沟槽和疤痕缺陷,在用湿型锻造厚大平板类铸件时极易产生。铸件中产生夹砂的部位大多是与砂型上表面相接触的地方,型腔上表面受金属液辐射热的作用,容易拱起和翘曲,当翘起的砂层受金属液流不断冲刷时也许断裂破碎,留在原处或被带入其她部位。铸件的上表面越大,型砂体积膨胀越大,形成夹砂的倾向性也越大。避免夹砂的措施是:避免大的平面构造。5. 胀砂胀砂是浇注时在金属液的压力作用下,铸型型壁移动,铸件局部胀大形成的缺陷。为了避免胀砂,应提高砂型强度、砂箱刚度、加大合箱时的压箱力或紧固力,并合适减少浇注温度,使金属液的表面提早结壳,以减少金属液对铸型的压力。. 冷隔和浇局限性液态金属充型能力局限性,或充型条件较差,在型腔被填满之前,金属液便停止流动,将使铸件产生浇局限性或冷隔缺陷。浇局限性时,会使铸件不能获得完整的形状;冷隔时,铸件虽
3、可获得完整的外形,但因存有未完全融合的接缝,铸件的力学性能严重受损。冷隔避免浇局限性和冷隔的措施是:提高浇注温度与浇注速度;合理设计壁厚。242铸件缺陷鉴别1 缩孔与气孔的鉴别缩孔和气孔是铸件中最常用的孔眼类缺陷。缩孔是铸件在凝固过程中,由于补缩不良而产生的。气孔是由于铸型(芯)的透气性局限性,浇注时产生的大量气体,不能及时排出所致。1)缩孔的鉴别铸件中缩孔的特性是孔壁粗糙,形状极不规则,常出目前铸件最后凝固的厚大部位或铸壁的交接处。鉴别缩孔的重要措施如下:缩孔() 观测铸件缺陷的表面形状,如表面高下不平,非常粗糙,并且是暗灰色的、形状不规则的孔眼,即为缩孔。(2)孔眼的位置若在铸件最后凝固的肥厚处,或在两壁相交的热节处,并且位于其断面的中部或中上部位,则为缩孔。(3) 一般铸钢件厚大断面上较集中的孔眼缺陷为缩孔或气缩孔。2)气孔的鉴别铸件中的气孔与缩孔有较大的区别,其特性如下。(1)孔壁光滑,内表面呈亮白色或带有轻微氧化色为气孔。() 气孔呈圆形、长条形或不规则形状。() 气孔的尺寸变化很大,大至几厘米,小至几分之一毫米。()气孔常以单个、数个或呈蜂窝状存在于铸件表面或接近砂芯、冷铁
4、、芯撑或浇、冒口附近的地方,有时也布满整个截面。2 错型、错芯及偏芯的鉴别1)错型的鉴别错型是铸件的一部分与另一部分在分型面处互相错开的缺陷,一般是由于合型定位不准所导致的。错型如果铸型中有砂芯,而砂芯又是安放在下型,这种缺陷是错型而不是偏芯。2) 错芯的鉴别错芯是砂芯在分芯面处互相错开,使铸件的内腔产生变形。它是错芯不是错型,故铸件外表面形状对的。错芯) 偏芯的鉴别偏芯是由于砂芯的位置发生了不应有的变化,而引起的铸件形状及尺寸与图样不符。偏芯. 浇不到与未浇满的鉴别1) 浇不到缺陷的鉴别浇不到缺陷是指铸件上有残缺,轮廓形状不完整,或轮廓完整,但它的边角呈圆形,色泽光亮。铸件上的浇不到缺陷,常出目前远离浇口的部位及薄壁处,而浇注系统中是布满金属液的。它不是浇注时金属液不够,而是由于金属液的流动性太差或流动阻力太大所导致。2) 未浇满缺陷的鉴别未浇满是在铸件浇注位置的上部产生缺肉,缺肉处的铸件边角略呈圆形。未浇满与浇不到是不同的,未浇满是由于进入型腔的金属液局限性而产生的,如浇包中的金属液不够或浇注中断等。砂型锻造缺陷分析一、 铸件缺陷的分类(1)按工序分类国内某些公司为了便于从记录的角
《砂型铸造常见问题分析》由会员鲁**分享,可在线阅读,更多相关《砂型铸造常见问题分析》请在金锄头文库上搜索。
赞美一个人的一句话.docx
以欣赏为话题的作文600字.docx
第四季度设计师个人工作总结及计划.docx
江门建设工程施工质量检测方案备案表
初中生作文练习素材集锦.docx
关于外贸公司的个人实习报告 5篇
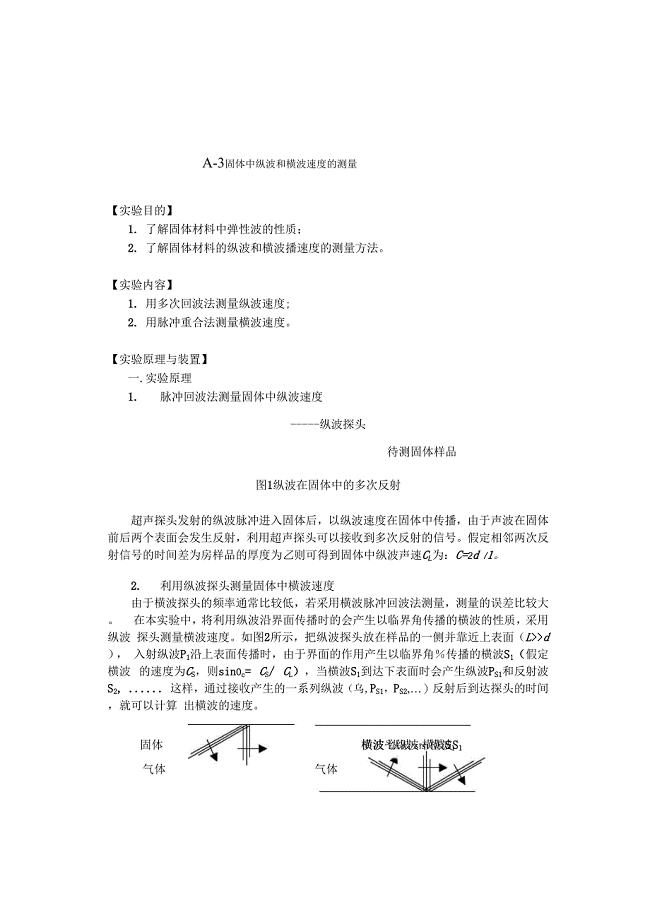
固体中纵波与横波速度的测量
为了自己的梦想作文800字.docx
摄影教学心得体会.docx
三下乡心得体会.docx
珍藏的记忆400字作文.docx
记一次有意义的活动500字作文.docx
最新人教版小学语文四年级下册第六单元学案
《苏州园林》阅读题及答案.docx
高中数学人教版B版必修5配套练习:第2章综合素质检测
让我们扬帆远航.docx
人教版七年级政治上册教案.docx
EDA技术及应用实验报告.docx
2021年度最美高校辅导员事迹学习心得.docx
水晶的相关文章推荐.docx
 小学三年级语文《综合性学习(生活中的传统文化》教案
小学三年级语文《综合性学习(生活中的传统文化》教案
2023-05-05 7页
隧道路面施工方案
2022-12-31 12页
销售实习总结(集合15篇)
2024-01-04 18页
医院宣传科个人工作总结
2022-12-16 5页
五大数据库建设现状分析
2022-08-19 6页
58同城“轻”烦恼
2023-09-19 7页
赛迪顾问-布局互联网金融:宝钢模式
2022-12-19 8页
不定积分的例题分析及解法
2022-12-15 71页
激励人努力学习的演讲稿
2022-07-23 4页
美国食物介绍
2023-07-19 7页