
液压缸专用夹具及工艺设计
8页
1、 机制工艺课程设计说明书题 目: 液压缸专用夹具及工艺设计 姓 名: 学 院: 班 级: 学 号: 指导教师: 2011年06月23日目 录一 零件的分析 21.1零件的作用 21.2 零件的工艺分析 2二 工艺规程设计 22.1毛坯 32.2工艺的选用原则 32.3基面的选择 32.4加工阶段的划分 32.5工序的确定 42.6切削用量的确定 42.7定位误差分析 4三 夹具设计 53.1定位方案 53.2夹紧方案 53.3夹具结构 5四 设计心得 6五 参考文献 7一、零件的分析1.1零件的作用题目所给定的零件是液压缸零件图。它是将液压能转变为机械能的、做直线运动(或摆动运动)的液压执行元件。它结构简单、工作可靠。用它来实现往复运动时,可免去减速装置,并且没有传动间隙,运动平稳,因此在各种机械的液压系统中得到广泛应用。根据常用液压缸额结构形式,可将其范围四种类型:活塞式,柱塞式,伸缩式和摆动式。 1.2零件的工艺分析(1)为保证活塞在液压缸内移动顺利,对该液压缸内孔有圆柱度要求,对内孔轴线有直线度要求,内孔轴线与两端面间有垂直度要求,内孔轴线对两端支承外圆(82h6)的轴线有同轴度
2、要求。除此之外还特别要求:内孔必须光洁无纵向刻痕。液压缸主要加工表面是内、外旋转表面,次要加工表面有端面。(2)液压缸技术要求1、液压缸端面 要求与轴向表面垂直度公差为0.03mm,表面粗糙度为1.25,前后两端面要求同轴度为0.04mm。2、 内外圆柱 内外圆柱要求圆柱度公差为0.04mm,其中,内表面粗糙度为0.32,外表面为2.5。从上述分析可以看出,液压缸的主要加工表面内外两个圆柱表面,而保证活塞在液压缸内移动顺利,圆柱度要求,对内孔轴线有直线度要求,内孔轴线与两端面间有垂直度要求。二、工艺规程设计2.1毛坯的选择常用毛坯种类有:铸件、锻件、焊件、冲压件。各种型材和工程塑料件等。在确定毛坯时,一般要综合考虑以下几个因素: (1)依据零件的材料及机械性能要求确定毛坯。例如,零件材料为铸铁,须用铸造毛坯;强度要求高而形状不太复杂的钢制品零件一般采用锻件。 (2)依据零件的结构形状和外形尺寸确定毛坯,例如结构比较复杂的零件采用铸件比锻件合理;结构简单的零件宜选用型材,锻件;大型轴类零件一般都采用锻件。 (3)依据生产类型确定毛坯。大批大量生产中,应选用制造精度与生产率都比较高的毛坯制
3、造方法。例如模锻、压力铸造等。单件小批生产则采用设备简单甚至用手工的毛坯制造方法,例如手工木模砂型铸造。 (4)确定毛坯时既要考虑毛坯车间现有生产能力又要充分注意采用新工艺、新技术、新材料的可能性。液压缸的材料有很多种,对于低压小尺寸的可以选用灰口铸铁,常用的有HT200到HT350之间,要求高一些的可以选用球墨铸铁,要求再高一点的可以采用铸钢,我们选用的材料是无缝钢管,加工余量较小,工艺性能好,生产准备周期短,适合于批量较大的生产。根据我们的实际情况,我们选用了无缝钢管作为毛坯。2.2基面的选择基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,使生产无法正常进行。(1) 加工外圆时基准的选择。 在加工82的外圆的时,可以采用以外圆定位,即直接采用三爪卡盘装夹工件,用顶尖顶住另一端面。(2) 加工内孔时基准的选择 因为内孔和82外圆有同轴度的要求,所以当将工件从车床上卸下,再安装在镗床上时,将会产生安装误差,不能保证同轴度,所以在加工内孔时,要以加工过的外圆表面为基准,故
《液压缸专用夹具及工艺设计》由会员cl****1分享,可在线阅读,更多相关《液压缸专用夹具及工艺设计》请在金锄头文库上搜索。
艺体组教研活动总结(3篇).doc
安全管理之接地与接零保护系统检查要点
经典公司房屋装修合同书.doc
服装订单合同
精品解析:山东省临沂市2020年中考语文试题(解析版)
东营气相二氧化硅项目申请报告_范文模板
郑州盘式蚊香项目实施方案参考范文
防溺水、交通安全教育家长会发言稿【可编辑范本】
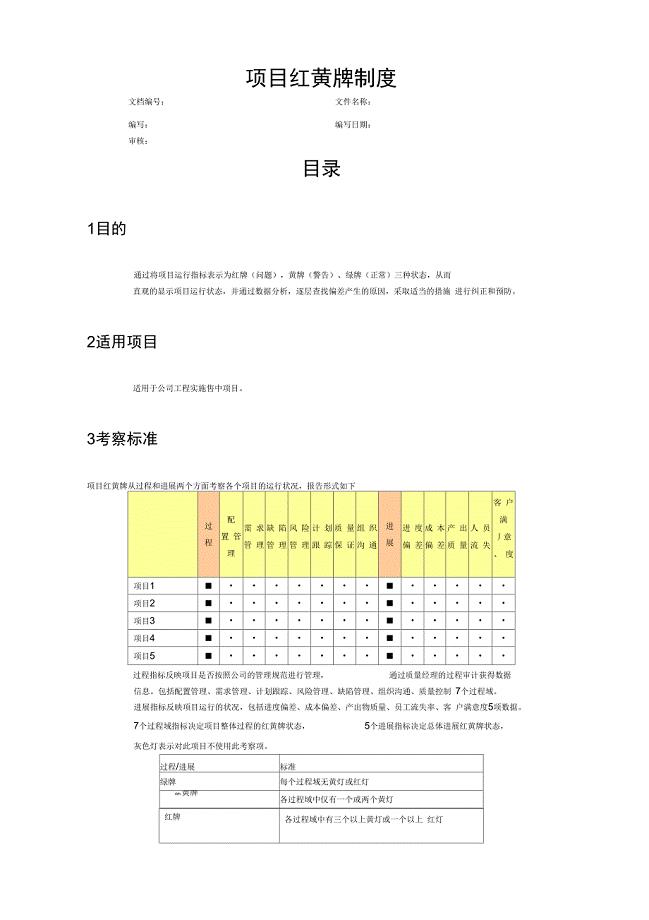
软件项目红黄牌制度
武夷学院科研团队建设
2022年大学图书馆培训总结范文
入团志愿书填写模板
五金小型工具项目创业计划书写作模板
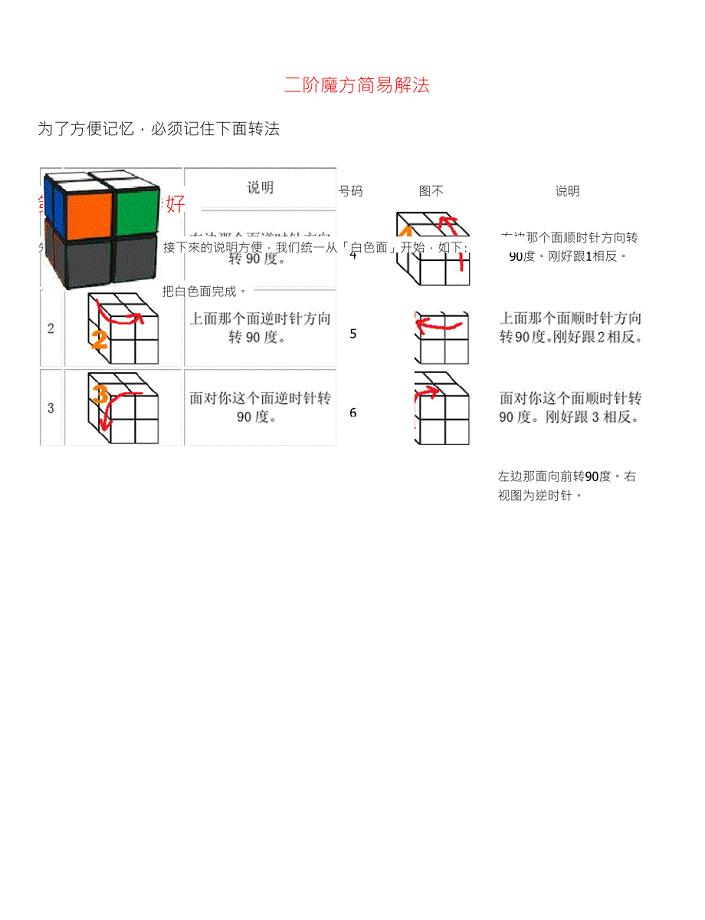
二阶魔方简易还原
炎症反应的交联透明质酸钠凝胶降解
滑模施工安全操作规程
人生初二作文
跌倒应急预案演练
高薪期权激励-解读CEO薪酬(1)
十堰光伏硅料研发项目商业计划书【参考模板】
 雕刻机运动控制系统
雕刻机运动控制系统
2023-08-26 44页
大学计算机基础超全题库
2024-02-12 31页
北京远程教育计算机基础知识
2023-06-19 4页
屋顶风机与通风风管安装
2023-06-29 11页
织梦(dede)模板标签代码参考及使用方法
2022-12-06 11页
华为3328配置命令
2023-04-02 7页
电脑连接电视的方法-s端子
2023-04-06 16页
VirtualBox虚拟机网络设置(四种方式)
2023-07-14 6页
奶茶店的管理信息系统
2023-10-10 13页
机关事业单位人事工资管理系统
2023-04-20 11页