
电主轴维护保养MAKINO
16页
1、电主轴操作及维护(MAKINO)1. 特点2. 注意事项2.1 电主轴启动时注意事项2.2 电主轴操作时注意事项2.3 操作结束时注意事项3. 操作3.1 刀具 夹紧/松开3.2 旋转速度指令3.3 主轴 启动/停止3.4 主轴准停3.4.1 主轴准停的调整4. 主轴检查4.1 主轴锥体清洁4.2 主轴润滑检查4.3 压缩空气压力检查4.4 芯轴密封 O 型圈检查4.5 夹头及套管的润滑5. 主轴调整与维护5.1 LS, SOL 的功能5.2 LS,SOL 的布置图5.3 刀具 夹紧/松开 的机械妆态5.4 LS 的调整5.4.1 LS00 的调整5.4.2 LS01 的调整5.4.3 LS601 和 LS602 的外形5.4.4 LS601 的调整5.4.5 LS602 的调整5.5 更换芯轴 O 形圈的步骤5.6 更换刀具夹紧装置的步骤5.6.1 结构5.6.2 更换步骤5.7 主轴单元更换步骤. 见维修工段编撰的电主轴更换工艺6. 故障处理6.1 主轴旋转过程中急停按钮被按压6.2 主轴不能启动停止6.3 主轴速度或主轴 启动/停止时间不正常6.4 主轴准停故障6.5 刀具松开不
2、能执行6.6 刀具夹紧不能执行6.7 主轴旋转过程中有噪音6.8 主轴油渗漏6.9 冷却油消耗1. 特点 电主轴有如下特点 装电机直接驱动主轴 中心冷却主轴 冷却油由温度控制系统进行冷却,从主轴尾部注入主轴部,冷却油从尾部流出后, 将从外部冷却轴承的外表面,和电机。 刀具占位检测当换刀时,LS601检测刀具是否装夹到位。2. 注意事项2.1 电主轴启动时注意事项 设备启动前应检查冷却油( 润滑)的液位是否符合要求。当没有足够的冷却油( 润 滑)提供给主轴时,将出现轴承咬死,或其它问题。 主轴启动后在转速达到 30005000min-1 时应预热超过 5 分钟,由于主轴从停止到 从新启动,主轴需要在预热期间对轴承进行均匀的润滑。 应确认通冷却液的芯轴 O 型密封圈是完好无损的。Fig.H.1 主轴2.2 电主轴操作时注意事项 确认刀具装夹到位,这一功能由LS602开关进行检测,通过LS602开关检测刀 具装夹是否到位,可以防止主轴旋转时不平衡,或者防止轴承咬死。 使用平衡过的刀具,保持好的使用条件,( 平衡过的,允许的转速,等),主轴 在高速旋转壮态下,使用过多的不平衡的刀具可能引起轴承
3、咬死,或类似的故 障发生。2.3 操作结束时注意事项主轴完全停止之后,再等待 3 分钟以上才可以切断电源。如果违反上述规定冷却油 可能会从主轴中泄漏出来。3. 操作31刀具夹紧/松开 在主操作面板上通过手动操作主轴刀具松开,进行手动换刀操作。 要了解详细步骤,可以参考本手册D:部分,更换步骤的描述。3 2旋转速度指令 旋转速度由 S 代码设定 要了解详细情况可以参考本手册D:部分,机床操作步骤的描述。和F:部分, M 代码 &报警清单33主轴 启动/停止 M 代码( M03, M04, M05 )是主轴启动停止功能代码。 要了解详细情况可以参考本手册D:部分,机床操作步骤的描述。和F:部分 M 代码 &报警清单34 主轴准停 M 代码 ( M19 )是用来定义主轴准停功能。 Fig.H.3 显示了准停位置 要了解详细情况可以参考本手册5.7 D :部分,机床操作步骤的描述和F:部分 M 代码 &报警清单.341 主轴准停的调整主轴准停的角度取决于不同的 ATC 类型1 )ATC 在侧面2 )ATC 在顶部FigH3 准停主轴准停的角度调整由专用工具进行调整,见 Fig H4专用工具Fi
4、g.H.4 Special tool百分表专用工具/Fig.H.5 ATC 在顶部的调整(1)专用工具夹在主轴上,并进行逆时针方向旋转,用M19代码操作,测量专用工具 上的槽和丫轴的平行度。 -测量1(2丿专用工具夹在主轴上,并进行顺时针方向旋转,用M19代码操作,测量专用工具 上的槽和丫轴的平行度。.测量2(3)调整 NC 参数使得“测量 1 ”与“测量 2”一致NC 参数 NO.4077+ 100: CW 顺时针方向接近 8.8 度- 100:CCW 逆时针方向接近8.8度 2000:接近1 80度(4)再次测量“测量 1 ”和“测量 2”并确认“测量 1 ” 和“测量 2”的结果是相同的4. 主轴检查 执行下列正确的检查和操作4.1 主轴锥体清洁 请洁主轴锥体一周一次。锥体上的冷却液和铁屑可能引起其它外部物质的聚集, 导致加工精度下降。 用一块干净的布清洁锥体,清洁在没有压缩空气和冷却液的情况下进行,这需要 在停机状态下进行。4.2 主轴润滑检查设备启动前应检查冷却油( 润滑)的液位是否符合要求。当没有足够的冷却油( 润 滑)提供给主轴时,将出现轴承咬死,或其它问题。4.3 压缩
《电主轴维护保养MAKINO》由会员博****1分享,可在线阅读,更多相关《电主轴维护保养MAKINO》请在金锄头文库上搜索。
2022年结婚庆典介绍人致辞范文
初级经济师《工商管理》考前(难点+易错点剖析)押密卷附答案94
HSBC香港PFS笔试+面试经历

人教版六年级数学上学期期末考试精编

著名散文指导及范文
【施工方案】悬挑脚手架施工方案(10)(DOC 27页)
诗意生活优美散文
数学名词中英文对照表
电气自动化的个人年度工作总结范文(精选3篇)
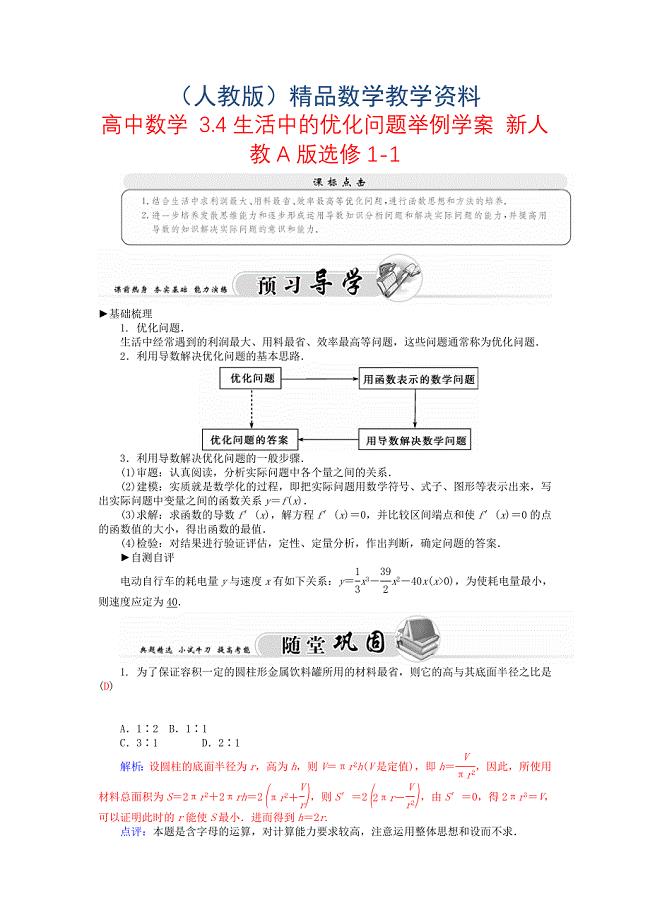
高中数学 3.4生活中的优化问题举例学案 新人教A版选修11
供应商年会演讲稿
公司人事年终工作总结.doc
幼儿园安全管理制度.2
八年级物理上册 试题卷4 什么是声 乐音的三个特征 奇异的声现象 科教版
小学期中考试作文300字七篇
对关于青少年网络聊天的问题的研究报告报
片断教学和教学片断《坐井观天》 教学片断
第二章信息的获取复习课
物业管理系统-软件工程毕业设计论文
MapGISK9集体土地所有权建库流程-通用-new
 二次结构技术要求
二次结构技术要求
2023-07-17 7页
财务管理学习心得体会
2023-12-28 12页
桩基础工程施工方案
2023-06-25 4页
预付费电表售电管理系统
2022-12-31 4页
历代名家评《史记》
2023-03-25 11页
9 吴旭杰 大肠杆菌生长曲线测定
2023-11-25 3页
地区产业结构变动导向
2024-01-22 13页
会计学 会计制度设计案例分析报告(1)
2022-10-25 8页
著名散文指导及范文
2024-01-06 9页
诗意生活优美散文
2023-07-15 3页