
产品图样技术要求一览表老工程师的经验
9页
1、产品图样技术要求一览表一、一般技术要求制件去除表面氧化皮;制件不得有划痕、擦伤等损伤零件表面的缺陷;去除毛刺飞边;锐角倒钝;未注倒角均为0.5X45%d;未注越程槽均为1.2X0.3;表面平整无毛刺;二、未注公差技术要求(金属件)未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;未注长度尺寸允许偏差0.5;三、表面处理技术要求表面镀白(黑)锌处理;表面喷漆(喷塑)处理;表面发黑处理;表面电泳处理;表面镀铬处理;表面抛光处理;表面滚花,直纹(网纹)m=0.4GB/T6403.3;四、热处理技术要求制件氮化450-480HV;制件毛坯须调质处理220-260HB;制件调质处理30-35HRC;制件高频淬火4550HRC;制件渗碳处理,深度0.1;制件进行高温回火处理;制件整体淬火40-45HRC;五、铸件技术要求1、压铸件技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;未注倒角均为0.5X45%d;未注壁厚2.5;未注筋板1.52;未注过渡圆角R0.5-R2;未注脱模斜度01%d;制件饱满光洁、无气孔、缩松、裂纹、夹
2、渣、缺料等缺陷;各脱模顶料推杆压痕均应低于该制件表面0.2;制件要求符合GB/T15114铝合金压铸件标准规定;表面喷漆(喷塑)处理,不得污染到已加工表面;加工表面在表面处理后加工,加工后涂油保护;未注尺寸参照三维造型;制件表面处理及其它要求按客户定;2、砂型铸造技术要求未注铸造圆角R5-10;铸件应彻底清砂,浇冒口应清除平整;铸件需人工时效;铸件不得有砂眼、气孔、缩松、裂纹等缺陷;粗加工后应再次进行人工时效;不加工表面涂底漆;六、冲压件技术要求制件未注公差尺寸的极限偏差按GB/T15055-m;制件未注形位公差按GB/T13916-2级;制件不得有裂纹或缺损;制件表面平整,不得有沟痕、碰伤等损坏表面,降低强度及寿命的缺陷;去除边角毛刺;表面处理:七、塑料件技术要求未注公差尺寸的极限偏差按GB/T14486-MT6级;制件应饱满光整、色泽均匀;无缩痕、裂纹、银丝等缺陷;浇口、溢边修剪后飞边00.3,且不得伤及本体;未注壁厚3;未注筋板1.52;表面打光(喷砂处理;未注过渡圆角取R0.3R1,脱模斜度00.3%d;各脱模顶料推杆压痕均应低于该制件表面0.2;与对应装配结合面外形配合错位0
3、.5;制件应进行时效处理;制件机械强度须符合GB3883.1标准规定;制件内腔表面打上材料标记和回收标志;未注尺寸参照三维造型;制件表面处理及其它要求由客户定;八、焊接件技术要求未注公差线性及角度尺寸的极限偏差均按GB/T19804-B级;未注形位公差按GB/T19804-F级;焊缝应均匀平整,焊渣清理干净;焊缝应焊透,不得烧穿及产生裂纹等影响机械性能的缺陷;九、各类零、部件技术要求1、齿轮(齿轴技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;制件毛坯须调质220260HB;制件材料的化学成分和力学性能应符合GB/T3077的规定;齿面接触斑点:按齿高不小于40%,按齿长不小于50%;齿面高频淬火回火至49-52HRC;制件表面不应有锈迹裂纹灼伤等影响使用寿命的伤痕及缺陷;最终工序热处理表面不得有氧化皮;2一般轴芯(无铣齿)技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;未注倒角均为0.5X45%d;未注越程槽均为1.2X0.3;制件毛坯须调质220260HB;尺寸%c档车正反两条螺旋槽,螺距10,深0
4、.4;螺纹表面不允许有磕碰乱扣毛刺等缺陷;热处理:表面处理:3包轴毛坯(一次成型)技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;绝缘层应饱满光洁,无裂纹气孔缺料杂质等缺陷;包轴毛坯:绝缘层%c档(注:指冲片配合档)与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余绝缘层档3750V历时1min不击穿;一次成型:铁芯与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余绝缘层档3750V历时1min不击穿;4包轴(加工)技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;塑层应饱满光洁,无裂纹气孔缺料杂质等缺陷;塑层%c档(注:指冲片配合档)与轴芯间应能承受50Hz,实际正弦波电压2500V历时1min不击穿,其余塑层档3750V历时1min不击穿;制件磨加工后应烘干除水处理;5转子技术要求未注公差尺寸的极限偏差按GB/T1804-m;未注形位公差按GB/T1184-K;绕组接线按转子绕线原理图;绕组绝缘漆应均匀充满绕组并充分固化,漆膜应均匀无气泡或裂痕;云母槽开
《产品图样技术要求一览表老工程师的经验》由会员桔****分享,可在线阅读,更多相关《产品图样技术要求一览表老工程师的经验》请在金锄头文库上搜索。

墙地砖粘贴技术交底
2023年房屋无合同(份范本)
西宁高岭土开发项目建议书
关于学生会申请书3篇

洁净工作台出厂检测报告新模板
大学生的社会实践报告字范文
起重作业管理程序
一千零一夜故事全集读后感800字2023.doc
精校版【北师大版】小学数学一年级上册第二单元第一课时过生日 教案

夫妻双方自愿离婚协议书简单范本(3篇).doc
辐射安全员职责
唐代医政管理制度初探
小学生心理健康工作计划范文(二篇).doc
考试必备:小学四年级语文上学期作文题目大全
栗子坝煤矿试运转方案
基于社交媒体的企业网络营销模式变革
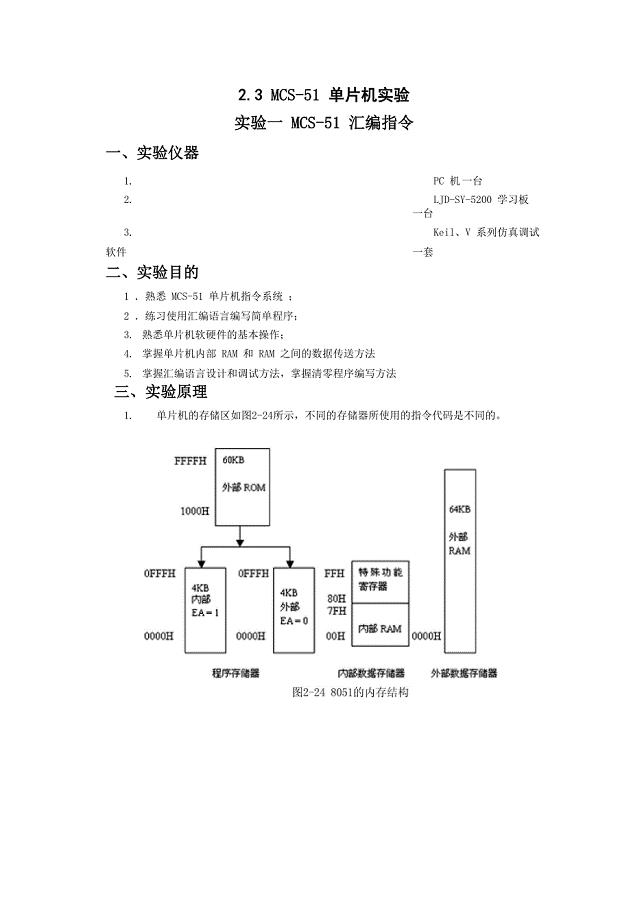
单片机实验指导书
新课标一年级数学下学期期中综合检测复习试卷

视听说4答案-文字超完整版
塑胶颗粒加工再用项目申请立项可行性研究报告
 XXXX-2020年中国肉酱行业全景调研及投资潜力研究报告
XXXX-2020年中国肉酱行业全景调研及投资潜力研究报告
2023-01-04 35页
2020正式员工劳动合同范本
2023-11-22 5页
《尽可能多地提出问题》教学设计
2022-08-20 10页
直营店管理手册
2023-07-18 14页
人员素质测评理论与方法无答案
2022-12-08 26页
仓库物料分类及编码的规则
2022-09-23 32页
超大型矿砂船
2023-05-15 7页
出口食品企业现场评审记录空表bkoc
2023-04-25 32页
销售督导年终工作总结范文
2023-01-14 9页
岳池产品定位书【终稿】
2023-12-01 17页