
特种加工实训报告
10页
1、特种加工实训报告院 系:工 学 部专 业: 机械工程及自动化 班 级: 11机自A5班 学 号: 20234817177姓 名:韩旭 指导老师: 杨浩泉完成日期:2023年12月13日 一、电火花线切割工作原理与特点电火花线切割工作原理:如图1a、b为往复高速走丝电火花线切割工艺及机床的示意图。利用细钼丝4作工具电极进行切割,贮丝筒7使钼丝作正反向交替移动。加工能源由脉冲电源3供给,工件接脉冲电源正极,钼丝接负极。电极丝与工件之间保持一定的轻微接触压力,才形成火花放电。加工时,在电极丝和工件之间浇注工作液介质,工作台在水平面两个坐标方向各自按预定的控制程序,根据火花间隙状态作伺服进给移动,从而合成各种曲线轨迹,把工件切割成形。图1.工作原理 1-绝缘底板 2-工件 3-脉冲电源 4-钼丝 5-导向轮 6-支架 7-贮丝筒电火花线切割的特点:(1)以0.030.35mm的金属线为电极工具,不需要制造特定形状的电极,加工材料为导体或半导体的材料,无论硬度如何。(2)虽然加工的对象主要是平面形状,但是除了内侧圆角(直径是金属线半径加放电间隙)等个别限制外,任何复杂的开头都可以加工。(3)轮廓
2、加工所需加工的余量少,能有效地节约贵重的材料。(4)电极丝损耗小,加工精度高。(高速走丝切割采用低损耗脉冲电源,加工精度能达到0.010.02mm;慢速走丝线切割采用单向连续供丝,在加工区总是保持新电极丝加工,加工精度达到0.0020.005mm)(5)依靠微型计算机控制电极丝轨迹和间隙补偿功能,同时加工凹凸两种模具时,间隙可任意调节。(6)采用乳化液或去离子水作工作液,不会引燃起火,可以昼夜无人连续加工。(7)任何复杂开头的零件,只要能编制加工程序就可以进行加工,因而很适合小批零件和试制品的生产加工,加工周期短,应用灵活。(8)采用四轴联动,可加工上,下面异形体,形状扭曲曲面体,变锥度和球形等零件。二、所使用的电火花线切割机床此次电火花线切割实训所使用的机床是往复高速走丝线切割机床,由北京阿奇夏米尔工业电子制造,型号是FW12P,电压是“3/PE380V”,频率是“50/60Hz”,功率是“2kVA”,如图2所示:图2、往复高速走丝线切割机床 FW12P该机床设备组成部分:脉冲电源,工作液及循环系统,床身,坐标工作台,走丝机构,贮丝筒,数控装置。脉冲电源为线切割的能源;工作液及循环系
3、统浇注工作液,防止放电引燃工件;床身用于支撑机床的各机构;坐标工作台用于安装固定工件;走丝机构,贮丝筒及在数控装置的控制下完成切割。图3-(1)操作界面1数控装置的一些操作界面如图3所示:图3-(2)操作界面2图3-(1)界面中,“置零”对应键盘上的F1按钮,用来设定加工坐标原点;“起点”对应键盘上的F2按钮,可使当前坐标点或是当前加工位置回到坐标原点;“中心”对应于键盘上的F3按钮,可使机床的钼丝对圆形孔或是其他规则的形孔自动测查、记录并定位到孔的中心;“找正”对应于键盘上的F4按钮,可在手动操作下,将钼丝移动到工件边缘;“条件”对应于键盘上的F5按钮,一般不使用,因为“条件”中的各参数都是机床的已调好参数;“参数”对应于键盘上的F6按钮,可调节线切割的放电间隙,脉冲宽度,脉冲间隔,走丝速度等参数。图4.零件的轮廓图图3-(2)界面中,“装入”对应于键盘上的F1按钮,用于选取外部编好的线切割程序或是数控装置内D盘中的程序;“存盘”对应于键盘上的F2按钮,用于将外部的程序导入D盘中;其他按钮功能如其名称。三、零件轮廓图绘制与CNC程序根据实训要求,通过UG或是Auto-CAD软件绘制自
4、己的简单零件轮廓图。我所使用的是auto-CAD软件,所设计的零件轮廓图如图4所示,并将文件以“177.dxf”形式另存为。使用Cimatron系统编写零件的线切割程序图5 打开177.dxf后的显示。进入Cimatron系统,在“打开”菜单下选择刚才的“177.dxf”文件,如图5。然后进入Cimatron系统CAD/CAM环境,点击工具栏右上角的“线切割”图标,进入CAM环境,如图6所示,再点击“新建路径”,按钮,新建路径对话框打开,如图7所示。图8. 新建零件对话框图7. 新建路径对话框图6. CAM环境根据图4的零件轮廓与图5的零件坐标系,并要求钼丝的引入路径L=2mm。因此,加工零件的x=-7,y=-5,z=0,单位是毫米,然后打绿色对勾确认所设置的参数,会出现图8的对话框。图8中的参数均为默认,接下来通过“选择X,Y”框选拾取全部轮廓来新建零件,并点击Enter。那定义好零件轮廓后,还需定义引入路径。点击“引入路径”后,打开定义引入运动窗口,如图9所示:图9. 引入运动窗口图10. 创建好引入路径接受默认的定义方式,在图5左下角的竖边轮廓上选取中点,再将线的另一端点指向红色
《特种加工实训报告》由会员cl****1分享,可在线阅读,更多相关《特种加工实训报告》请在金锄头文库上搜索。
灵感超能学习法诗词散文集
最新二年级数学上学期专项看图列式计算课堂知识加深练习题北京版
哮喘健康指导
2022经纪人分类考试试题(难点和易错点剖析)含答案50
2020七年级英语下册Unit2WhattimedoyougotoschoolPart2SectionA课后同步练习人教新目标版
1月全国自考财务管理学试题与答案
全站仪测设点的位置
立足科学发展 加快城乡建设
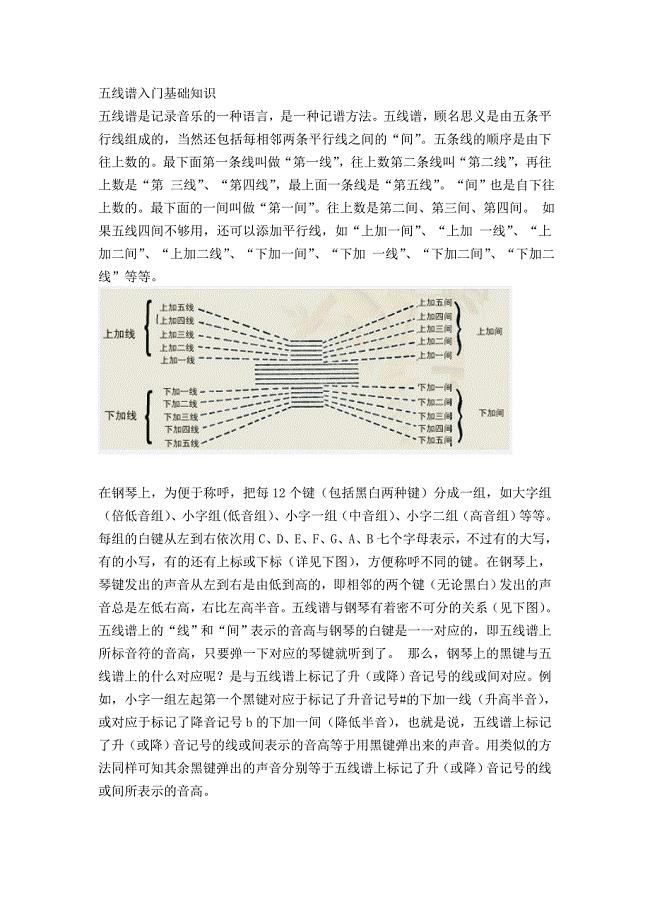
五线谱入门基础知识
安阳钒电池材料项目申请报告【范文】
2023年德育处期末工作安排
《粤沪版八年级物理上册教案设计-》
襄阳地区企业核心竞争力及其构建策略研究市场营销毕业论文
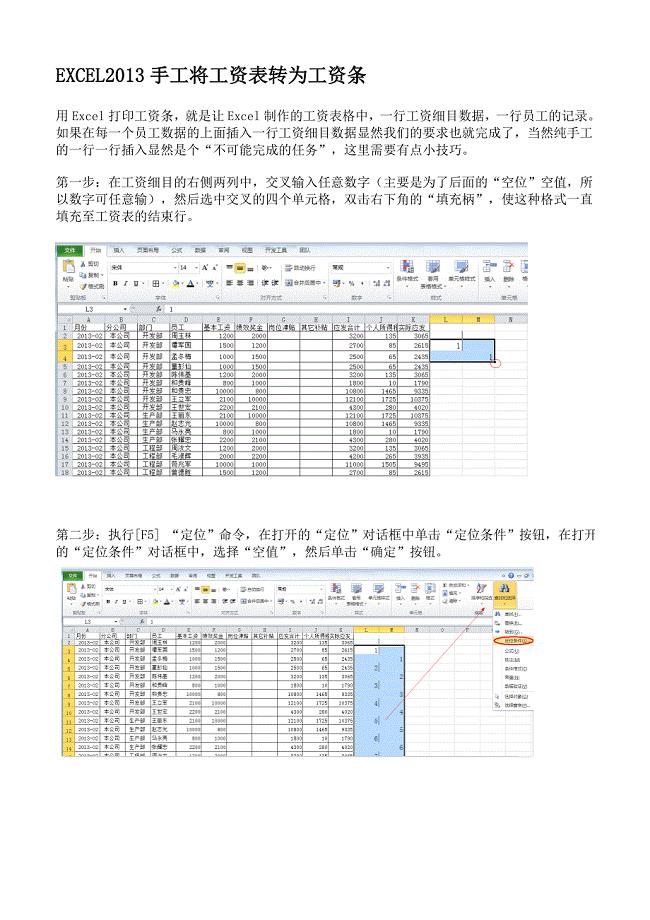
EXCEL2013手工制作工资条

物业经理下半年计划范文(三篇).doc
监理年度工作总结模板(2篇).doc
2023年关于广告的实习报告模板4篇

美容师月底总结范文600字以上
思想决定行为
心理年龄专业测试题目及答案
 外科一支部晋位升级工作总结
外科一支部晋位升级工作总结
2023-05-05 5页
2022年ktv股权转让协议
2022-10-21 2页
双方自愿离婚协议格式范文(十篇).doc
2022-08-31 21页
profibus-DP通信样例安川电机
2022-07-15 10页
委托转供电协议范文
2023-11-16 7页
粮食订购合同
2023-08-29 5页
2023大学学生会面试自我介绍(通用15篇)
2023-02-27 22页
夫妻离婚合同协议书常用版(5篇).doc
2022-10-10 12页
摊位租赁协议律师版(11篇).doc
2023-01-12 39页
2023夫妻离婚协议书电子样本(八篇).doc
2023-02-25 16页