
上层建筑分段建造及预合拢通用工艺
21页
1、上层建筑分段建造及预合拢通用工艺目的:为了进步提高我厂建造入级钢质船舶上层建筑建造质量。二. 适用范围:本工艺通用于我厂承接的各类船舶上层建筑分段建造及预合拢。三. 质量控制点:船舶上层建筑简称上建,是船员的生活居住区域,上建分段的质量尤其是 围壁、甲板的平整度以及整体美观显得尤为重要。四. 工艺总则:十不准:1、不准用手工割刀切割板材(除圆角外);2、不准在板材上随意引弧及焊拉码、靠山之类的杂物;3、不准用铁锤锤击钢板;4、不准无证施焊、带水施焊;5、不准使用铁粉焊条;6、不准使用大电流、粗焊条搭焊;7、不准上道工序问题遗留到下道工序;8、不准上道工序未检验、报检合格进入下道工序;9、不准随意进行壁板校正;10、不准随意变更施工工艺。十必须:1、板放线后,必须复核走方度,检查垂直线,理论线标注、收缩加放量等;2、构件安装,必须使用角尺,打好斜撑;3、围壁吊装,必须吊砣、打好斜撑;4、围壁交接,必须弹线装配;5、分段组装,必须按图检查安装是否正确完整,测量主尺度、垂直线数据,经区域主管认 可后交电焊;6、型材拼板,必须标识清楚,合理套用,避免材料浪费;潇洒一阵风囲防科技 抡坛Sltec
2、h系统职务:三级士官 用户军衔:三级士官精华:0发帖:190威望:13点国防币:285枚贡献值:0点好评度:0点在线时间:0(小时)注册时间:2006-02-26最后登录:2007-08-187、吊码安装,必须焊前口头交验,焊后书面交验;8、各道工序,必须扫尾完、报检完方可进入下道工序;9、焊接工艺,与板材相连部位的电焊必须用CO2焊;10、分段校正,必须弹线用烘枪双道校正电焊应力区。虫Posted: 2006-03-24 22:34 | 楼主*资料回短信口引用十推荐圍修改A Q Q五、上层建筑分段建造:(一)、下料预制:1、内场应按要求下料和预制构件(详见船体建造通用工艺)质 量标准摘抄如下:项目标准项目标准圆角R2滚平板不平度2/1000L自由边烧焊边锯齿1型材校直度 1/1000L端面不垂直度1槽型壁压制波形间距误差2T型材面板与复板垂 直度偏差1槽型壁压制不平度3板材缺陷0.3焊接缺陷修补完T型材校直2毛头、弧坑等补磨妥3数切跑线呆 Posted: 2006-03-24 22:39 | 1 楼潇洒一阵风罔防科技 俺坛Sltecb亠资料回短信口引用心推荐-修改段QQ3、拼板:2、
3、外场车间认真清点、验收上道工序的来料,剔除不合格件并及时 与车间主管、区域长及项目经理部反馈联系。系统职务:三级士官 用户军衔:三级士官精华:0发帖:190威望:13点国防币:285枚贡献值:0点好评度:0点在线时间:0(小时)注册时间:2006-02-26最后登录:2007-08-18(1)、楼子建造的板材必须由平板机滚平释放应力后,交拼板区域 使用(对于有大于3mm的翘曲变形的板,需拖回内场重平,以消除 起翘变形),拼缝边必须铳边;(2)、按工艺拼板图及套料图进行板材下料,切割一律使用自动割 具,切割后的板材必须根据套料图进行标识,余料按套料图标注清 楚,整齐堆放以便使用;(3)、拼板拼接板缝根据板厚留放0.A 1mm间隙以保证电焊熔透, 板缝不允许有错位,注意板厚差,过渡坡口应在拼板前处理好(尽 量采用机械刨边);(4)、66以下板拼缝全部采用01.6焊丝自动焊施焊;67板拼缝 搭焊面用.6焊丝自动焊单面,翻身后用3.2焊丝埋弧自动焊第 二面施焊;68以上板拼缝全部采用3.2焊丝自动焊施焊;(5)、施焊应参照板厚控制电流电压、速度,焊道宽度为1.4倍的 板厚。女口: 67的板材焊
4、道宽度为1.4*710mm(槽形舱壁的拼板缝参 照此执行)。(6)、焊后补焊打磨清除焊接缺陷,拼板的搭焊点超出焊道的必须 清除,同时用木锤敲击焊缝以释放应力,处理完毕焊缝涂防锈漆, 标识后交下道工序;(7)、拼板时注意拼板走方度,尺寸校对;超宽、超长拼板可分几 片交下道工序,对于整造分吊分段断缝处加放10mm余量。虫 Posted: 2006-03-24 22:40 | 2 楼潇洒一阵风国防科技 俺坛81tech亠资料回短信口引用卒推荐12修改4QQ4.型材下料:系统职务:三级士官 用户军衔:三级士官精华:0发帖:190威望:13点国防币:285枚贡献值:0点好评度:0点在线时间:0(小时)注册时间:2006-02-26最后登录:2007-08-18(1)、内场型材校直后交下料,下料施工队认真验收上道工序的来 料有无翘曲扭转挠度等缺陷,剔除不合格件并及时向车间主管、区 域长反馈联系拖回校直;(2)、按下料明细表要求的规格、尺寸并参照PD11、PD12留50MM余量,PD21、PD22留30MM余量,PD31、PD32及以上各 层均留15MM余量进行型材下料,切口一定要用角尺划线;同时注
《上层建筑分段建造及预合拢通用工艺》由会员大米分享,可在线阅读,更多相关《上层建筑分段建造及预合拢通用工艺》请在金锄头文库上搜索。
送给国外友人的圣诞祝福
关于变形缝及其防火要求的探讨
常微分方程习题
关于小学毕业的作文
2023预算员年终工作总结(2篇).doc

市国资委年度工作总结暨次年工作打算

手机网络营销推广方案
2023年年奋进网上祭英烈活动总结合集(全文)
大学生心理困惑及异常心理案例分析精
中国文学基础试题答案
金融管理综合应用案例分析
个人实习小结自我鉴定(4篇).doc

江南大学21秋《食品加工卫生控制》综合测试题库答案参考96
学校共青团工作计划
开学典礼教师代表发言稿你们的自由青开始了
高中物理第六章万有引力与航天第六节经典力学的局限性教案新人教版必修2
三角形边的关系教学设计丁又红
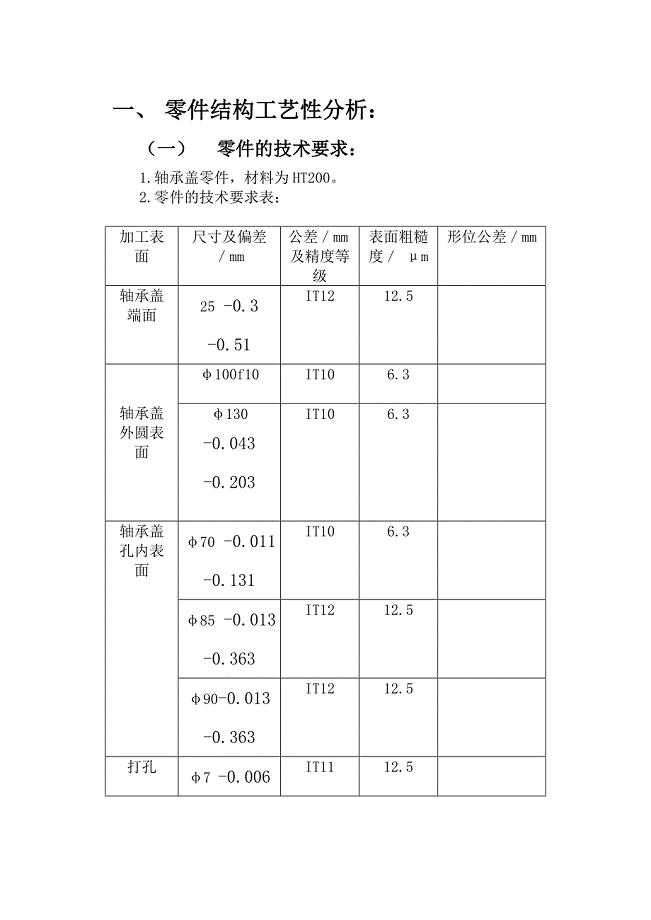
机械设计轴承端盖说明书
2022年四级西点师理论考试备考题库(含答案)
2023年关于会计实习报告3篇
 XX项目水土保持方案报告书技术审查意见
XX项目水土保持方案报告书技术审查意见
2023-02-02 6页
PCR产物胶回收实验
2023-11-21 3页
统计学原理课程作业C
2023-12-17 10页
电容并串联容量及耐压计算
2023-10-30 4页
齿轮减速器原理选购-东莞台机
2023-10-03 2页
统计学原理(A)综合练习
2023-10-31 8页
幼儿园党建创新案例.doc
2022-10-03 6页
蓄电池充放电原理及其相关知识点
2024-01-29 12页
销售的感觉
2024-01-02 7页
销售五步骤
2022-10-18 7页