
钣金加工工艺流程
15页
1、饭金加工工艺流程1简介1.1 简介按飯金件得基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工 方式所要注意得工艺要求。1.2 关键词飯金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接2 下料下料根据加工方式得不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法得不同,下料得加工工艺性也有所不同。飯金下料方式主要为数冲与激光切割2.1 数冲就是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3、Omm,铝板小于或等于4。0 mm,不锈钢小于或等于2、0mm2.2 冲孔有最小尺寸要求图2.2、1冲孔形状示例材料圆孔直径b矩形孔短边宽b高碳钢1、3tlo Ot低碳钢、黄铜lo 0t0. 7t铝0o 8t0o 5 t* t为材料厚度,冲孔最小尺寸一般不小于1 mm。*髙碳钢、低碳钢对应得公司常用材料牌号列表见第7章附录A。表1冲孔最小尺寸列表2.3数冲得孔间距与孔边距零件得冲孔边缘离外形得最小距离随零件与孔得形状不同有一立得限制,见图2。3、1。当冲孔边缘与零件外形边缘不平行时,该最小距离应不小于材料厚度t;平行时,应不小于1。5
2、to图2、3o 1冲裁件孔边距、孔间距示意图2.4折弯件及拉深件冲孔时,其孔壁与直壁之间应保持一定得距离折弯件或拉深件冲孔时,其孔壁与工件直壁之间应保持一左得距离(图2、4、1)图2.4.1折弯件、拉伸件孔壁与工件直壁间得距离2.5螺钉、螺栓得过孔与沉头座螺钉、螺栓过孔与沉头座得结构尺寸按下表选取取、对于沉头螺钉得沉头座,如果 板材太薄难以同时保证过孔d2与沉孔D ,应优先保证过孔d2。and1M2M2,5M5M4M5v16M8M10d22.202.803.504.505.50&509.0011.0表2用于螺钉、螺栓得过孔d1M2屹5M3M4M51 d202,202,8必504,50)57D04.005,506,509.0010.0h1.21.51.652727Q90次要求飯材厚度表3用于沉头螺钉得沉头座及过孔d10225030405d20202,60301105D04.10505.507.209h11.1t21.62Q90*要求飯材厚度t Nh。表4用于沉头钾钉得沉头座及过孔2.6激光切割就是用激光机飞行切割加工,板材厚度加工范圉为冷扎板热扎板 小于 或等于20.0mm,不锈钢小于1
3、0。Onun。其优点就是加工板材卑度大,切割工件外形速 度快,加工灵活、缺点就是无法加工成形,网孔件不宜用此方式加工,加工成本高! 3折弯3.1折弯件得最小弯曲半径材料弯曲时,苴圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一泄时,内r越小,材料得 拉伸与压缩就越严重;当外层圆角得拉伸应力超过材料得极限强度时,就会产生裂缝与折断,因此, 弯曲零件得结构设计,应避免过小得弯曲圆角半径。公司常用材料得最小弯曲半径见下表。序号材料最小弯曲半径108、08F. 10. 1 OF、DX2、SPCC. ElT5 2、OCr 1 8 N i 9.1 C r 1 8N i 9 . 1C r 18N19T i、1100-H24 T20、4t215、20、Q235、Q235A、1 5F0 . 5t325、30、Q2550 . 6t41 Crl3. H62(M. Y、Y2.冷轧)0o 8 t545、501 o Ot655、601. 5 t765Mn、60SiMn、lCrl7Ni7. lCr 1 7Ni7- 1 Cr 1 7N i 7 一DY. SUS 301. 0C r 1 8Ni9、SUS3022。0
4、 t弯曲半径就是指弯曲件得内侧半径,t就是材料得壁厚。 t为材料壁厚,M为退火状态,Y为硬状态,Y 2为1/ 2硬状态。表5公司常用金属材料最小折弯半径列表3.2弯曲件得直边高度3.2.1 一般情况下得最小直边高度要求弯曲件得直边髙度不宜太小,最小高度按(图4.2。1)要求:h2to一十图4。2。1、1弯曲件得直边髙度最小值3.2.2特殊要求得直边高度如果设计需要弯曲件得直边高度h2t,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)O图4、2. 2o 1特殊情况下得直边髙度要求3.2.3 弯边侧边带有斜角得直边高度当弯边侧边带有斜角得弯曲件时(图4、2。3),侧而得最小高度为:h = (24) t ) 3mm图4. 2、3o 1弯边侧边带有斜角得直边高度3.3 折弯件上得孔边距孔边距:先冲孔后折弯,孔得位置应处于弯曲变形区外,避免弯曲时孔会产生变形。孔壁至弯边得距藹见表下表。3.4 局部弯曲得工艺切口3.4.1折弯件得弯曲线应避开尺寸突变得位置局部弯曲某一段边缘时,为了防止尖角处应力集中产生弯裂,可将弯曲线移动一泄距离,以离 开尺寸突变
《钣金加工工艺流程》由会员cl****1分享,可在线阅读,更多相关《钣金加工工艺流程》请在金锄头文库上搜索。
库房租赁协议律师版(五篇).doc
2013西伯利亚食品包装橡塑展览会
八年级政治下册第十一课竞争与合作教案陕教版通用

2015年辽宁省注册监理工程师合同管理:变更管理模拟试题
市场分析流程
你当前所过的生活是由你自己创造的但是这就是你所想要
与承包商监理人设计单位等的配合措施合理
案例讨论:冻干粉针和无菌分装车间的平面布局设计
甘肃省礼县境内卵水河水库土石坝设计毕业论文

班主任的核心能力

《天宫课堂》优秀观后感
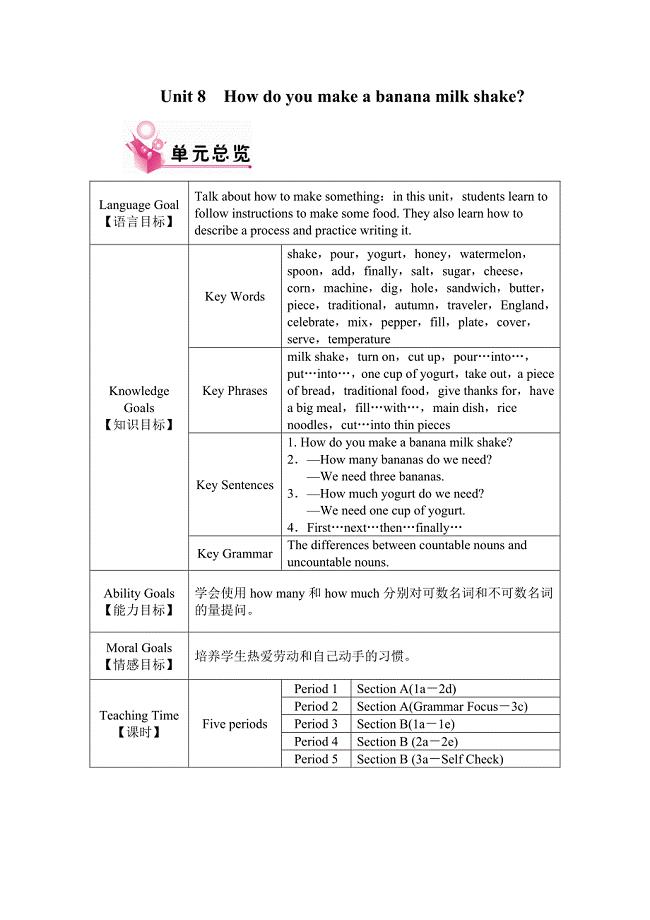
新目标八年级上册Unit-8-How-do-you-make-a-banana-milk-shake教案
亲近自然高一作文
六年级数学百分数的应用练习题3
初三感动在身边的满分作文大全.doc

《小数的意义和性质》教案
读书小明星读书感言
无锡市商品房预租合同
—反思探究性学习的误区 - 校本教研
高铁牵引供电产业链图谱:8上市公司分食
 电视台入职培训心得体会5篇
电视台入职培训心得体会5篇
2023-06-16 13页
活动延伸中国四大发明
2023-03-03 3页
JL-B012工程款支付报审表
2023-05-16 2页
锅炉安装质量管理制度
2023-07-10 42页
军训心得体会作文
2023-10-10 6页
期末年高二学生评语
2022-08-07 10页
计算机组装维护课程标准
2024-02-04 7页
公开道歉信锦集五篇
2023-11-07 5页
校园安全国旗下讲话稿高中范文(3篇)
2024-02-01 18页
小品表演获奖感言
2023-03-28 2页