
轴承套圈的检查
17页
1、第三章轴承套圈的检查轴承套圈从毛坯生产后要经过一系列切削加工, 如车削加工(简称车加工),磨削加工(简称磨加工)及超精加工(简称超精)等。车加工是加工过程中的首道工序,也是套圈的成形工序, 经过车加工后的套圈质量直接影响磨加工的质量和生产效率, 例如车加工后的套圈尺寸留量过大, 不仅会增加磨加工工作量, 还会增加材料、 能源和劳力等消耗; 留量过小,则套圈在热处理后的脱碳和变形可能造成磨削后的产品报废。 虽然我公司车加工以外协为主, 但车工件进厂还是要通过质保处检查的。而套圈经过热处理后, 其硬度提高, 只能用磨加工, 磨加工和超精加工是套圈切削加工过程中提高精度、 降低表面粗糙度值的重要工艺方法, 是切削加工最后工序。例如滚动表面加工粗糙度达不到要求会增加轴承的噪声, 降低寿命。所以磨加工和超精加工对轴承成品的精度、性能和寿命有直接的影响。要保证切削加工套圈的产品质量, 不仅要有合理的加工工艺而且检查技术是不可缺少的,它是衡量加工后的产品是否达到工艺技术要求和技术标准的必要措施。轴承套圈的品种繁多, 其切削加工方法也不同, 但是就切削加工后的检查项目和检查方法来说大同小异, 现仅以我
2、公司的轴承套圈磨加工为例, 介绍检查项目,使用量仪和检查方法。第一单元轴承套圈检查方法一曲型套圈检查项目轴承套圈在切削加工中有车加工技术要求和磨加工技术要求, 虽其技术标准、尺寸规格和精度等级不同, 但是加工后的检查项目和检查方法是基本一致的。 其检查内容可分为尺寸精度、形状精度、位置精度、表面质量和残磁等。( 1)尺寸精度有套圈的宽度 B(C),内径 d、外径 D,内圈沟道直径 di 、外圈沟道直径 De,内圈沟曲率半径 Ri 、外圈沟曲率半径 Re等等。( 2)形状精度有套圈端面直线度,单一平面内、外径的变动量 Vdp(VDp),圆度误差,直线性误差等等。( 3)位置精度有套圈宽度变动量 VBS(VCs),内、外沟中心线对基准端面的平行度,内径对基准端面的跳动 Sd,外径对基准端面的跳动 SD,沟位置误差,沟对称度、内圈沟道对内孔的厚度变动量 Ki ,外圈沟道对外表面的厚度变动量 Ke等等。( 4)表面质量在生产实践中表面质量称外观质量, 包括表面缺陷和表面粗糙度。 表面缺陷有锈蚀、烧伤、磨裂、黑皮、碰伤、划伤等。二检查方法1套圈端面检查( 1) 内(外)套圈宽度偏差 Bs( Cs
3、)和内(外)套圈宽度变动量 VBs(VCs)的检查1) 识读工艺文件根据被加工套圈的外径尺寸,查出所规定的检查项目、公差范围。2) 量仪的选择根据被测轴承套圈外径尺寸, 选择合适规格的宽度检查仪器, 拧动各调节螺钉或螺母,看是是否起调节作用。根据被测套圈宽度的公称尺寸, 选择宽度标准件, 选择时应选择与公称尺寸相符合的宽度标准件。若没有也可以采用代用宽度标准件,此时必须进行计算,在选用时要注意标准件检定卡的内容。仪表的选择是根据被测套圈的公差范围来决定,磨加工一般采用0.001mm和 0.002mm刻度值的比较仪,车加工一般采用 0.01mm刻度值的百分表。3) 对表和检查如图 3-1 所示,将套圈 2 放在仪器平台 3 上调整 V 型架 4 使 V 形口与套圈外径接触。调整已装好的仪表 1 的悬臂 2 的上下和左右位置, 使仪表测头接触套圈端面中间位置, 然后拧紧固定螺母和螺钉, 取下套圈换上标准件进行对表, 对表方法如下:例如:套圈工艺尺寸为200mm高度标准件尺寸为+0.005-0.0220 mm,若用刻度值为0.001mm的仪表。当把高度标准件处于检查位置,调整仪表测点接触标准
4、件,仪表指针往“ +”方向指在第五格, 0 位为 20 mm,见图 2-2b 。根据套圈工艺尺寸,每当检查套圈宽度在 0 -20 是套圈公差范围,即最大极限尺寸和最小极限尺寸范围之内,套圈为合格。在对表时不能正确地对上某一刻度时,可采用仪表上微调进一步调整。测量时,内(外)套圈进入仪表测点和工作台之间,仪表测点应在套圈端面几个位置点测量,从仪表1读出套圈宽度尺寸偏差 Bs( Cs)。将套圈轻靠 V 形架旋转一周以上,可以读出套圈宽度最大与最小值,两者之差图为内(外)套圈宽度变动量4V型架3-1宽度检查方法与对表a)检查方法b)对表VBs(VCs):1仪表2套圈3平台VBs=Bsmax-Bsmin( VCs=Csmax-Csmin)4) 注意事项A在实际操作中必须检查认为合格的第一批所磨的套圈,经检查合格后才可以正式生产,习惯上也称作“首检” 。B测量时,测头必须离开倒角和打字处,为避免测量有误差,应使套圈非打字面与测头接触。C仪器的平台、套圈端面不应有毛刺或污物,若有应及时清除。D由于套圈的基准面是以后所有工序的加工和检查的基准面, 所以在检查套圈端面时, 基准面一般不允许过磨或欠磨。
《轴承套圈的检查》由会员公****分享,可在线阅读,更多相关《轴承套圈的检查》请在金锄头文库上搜索。
2022年10月惠州学院合同制员工招聘启事
歌颂的字发言稿
平顶山分子诊断技术服务项目招商引资方案_模板范文

2015口腔执业医师定期考核含答案
2023年初级经济师之初级金融专业押题练习试卷B卷附答案
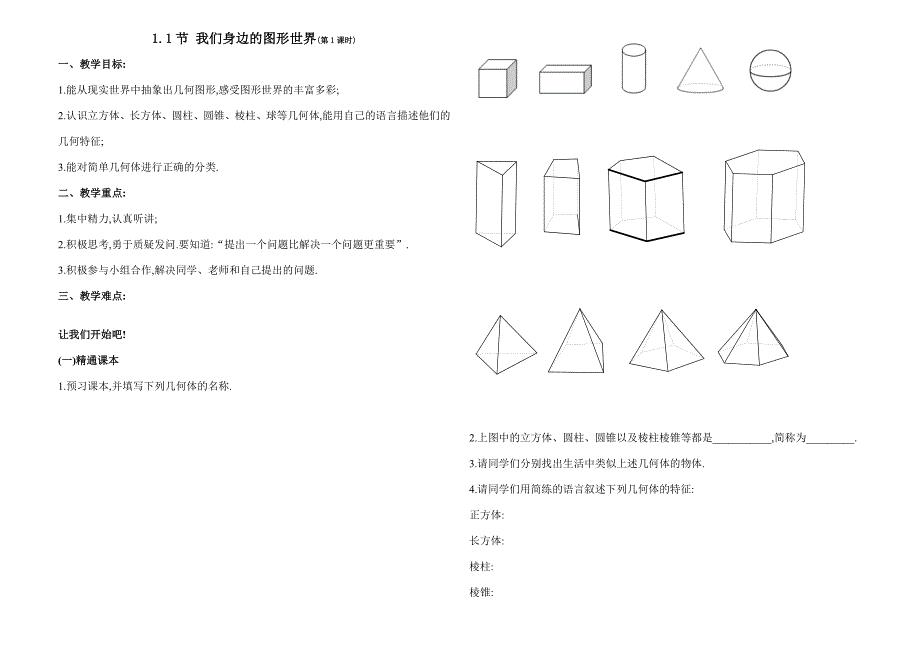
学案1我们身边的图形世界
三基考试试题及答案-
小松鼠找花生果第一课时教学设计

《结构力学》各章节自测题及解析
2022高考百日誓师大会校长讲话稿

硫化氢题库完整版
部门工作总结共10篇
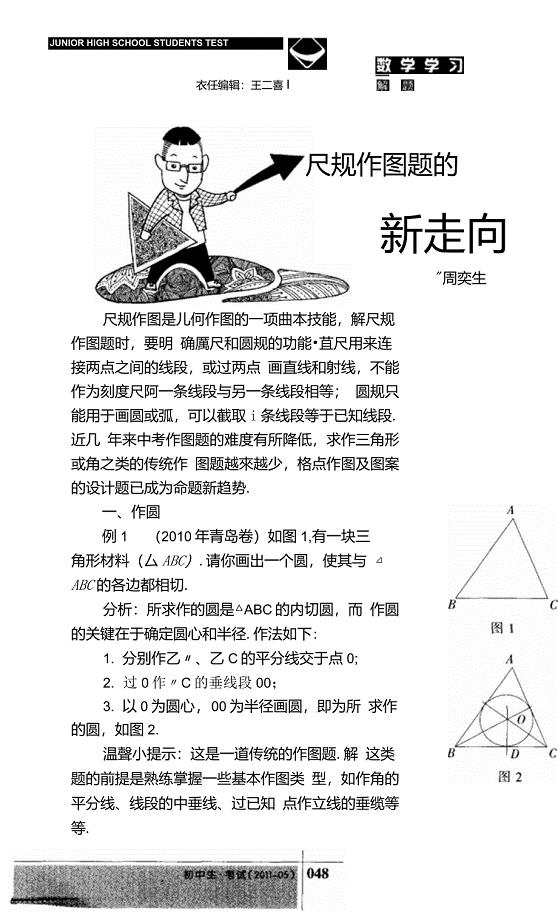
尺规作图题的新走向
2012年师德师风建设活动实施方案
人力资源管理-标准答案及评分标准
人力资源管理师二级课程考点汇总
简洁的读书的名言摘录65句.doc
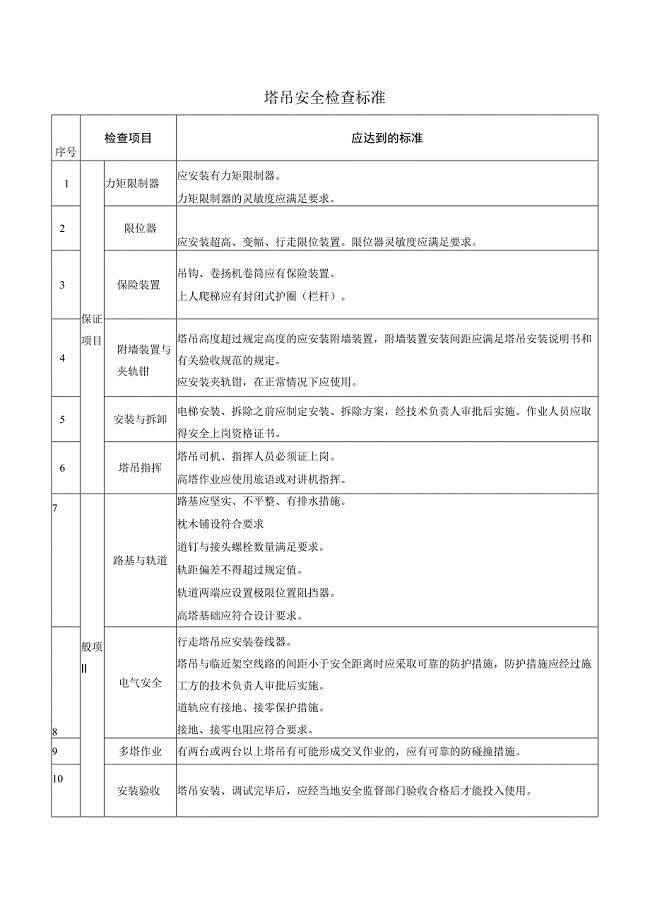
塔吊安全检查标准
2023年柳河县中医院招聘医学类专业人才考试历年高频考点试题含答案解析
足球比赛开幕式主持词
 银行从业人员工作总结
银行从业人员工作总结
2023-12-07 10页
建设华蜜中国读后感15篇
2022-10-22 22页
江苏省扬州市邗江区2019-2020学年高一英语上学期期中试题
2024-01-10 12页
热门大学活动总结集合十篇_1
2023-07-12 26页
养鸡计划书
2022-10-12 20页
梅花喻人作文12篇
2023-05-23 21页
总结范文精选铁路2012年工作总结
2023-09-06 16页
大班美术秋天的果树教案反思
2023-12-23 4页
(浙江专版)2019年高中物理 第十二章 机械波 课时跟踪检测(六)波的形成和传播(含解析)新人教版选修3-4
2023-12-04 4页
小学六年级语文《老人与海鸥》精选教学教案三篇
2023-11-18 5页