
产品图设计中的技术要求编写方法及内容
5页
1、产品图设计中的技术要求编写方法及内容一、丁腈橡胶汽油管:(材料:NBR+PVC)技术要求:1、 无裂纹、缺胶、硫化不均匀等硫化缺陷;2、 去除毛刺、飞边;3、 橡胶性能:硬度:邵(A)=655;抗拉强度: 18MPa-22MPa(25);耐候性要求: 拉长20%,在+63环境中保持300小时,无龟裂;耐臭氧性能: 拉长20%,在200PPM臭氧环境中和+40的温度下,保持72小时,无龟裂;耐老化性能: 在+70的环境中保持72小时,硬度变化10HS;耐汽油性能: 浸入汽油中保持72小时,体积膨胀率3%;耐温度性能: -30-+150。4、 未注公差尺寸的极限偏差按GB/T3672-2002 m3级执行。二、氯丁橡胶零件:(材料:CR)技术要求:1、 工作面应平整,不允许有气孔、杂质、缺胶、裂纹、硫化不均匀等硫化缺陷;2、 去除毛刺、飞边;3、 未注内圆角R1;未注外圆角R1;4、 橡胶性能:硬度:邵(A)=555;抗拉强度: 22MPa-28MPa(25);耐候性要求: 拉长20%,在+63环境中保持300小时,无龟裂;耐臭氧性能: 拉长20%,在200PPM臭氧环境中和+40的温度下
2、,保持72小时,无龟裂;耐老化性能: 在+70的环境中保持72小时,硬度变化10HS;耐发动机机油性能: 浸入发动机机油中保持72小时,体积膨胀率3%;耐温度性能: -30-+120。5、 未注公差尺寸的极限偏差按GB/T3672-2002 m3级执行。三、铸钢/铸铁零件: 技术要求:1、 去除铸造飞边、毛刺;2、 不允许有缺料、冷隔、缩孔、组织疏松、变形、裂纹等铸造缺陷;3、 未注铸造内圆角R6-R8;4、 未注铸造外圆角R2-R4;5、 外侧面拔模斜度:130、内侧面拔模斜度:2-3;6、 热处理:正火后进行人工时效;7、 最终热处理:(根据实际需要选择调质、渗碳、感应淬火等)8、 表面处理:(根据零件要求选择镀锌、喷漆,并按照要求填写相关内容)9、 未注公差加工尺寸的极限偏差按GB/T1804-2000中规定的m级执行;10、铸造尺寸公差按JB/T5000.4-1998中规定的CT8级执行。四、铝合金压铸零件:技术要求:1、 去除铸造飞边、毛刺;2、 不允许有缺料、冷隔、缩孔、组织疏松、变形、裂纹等铸造缺陷;3、 未注铸造内圆角R6-R8;4、 未注铸造外圆角R2-R4;5、 外
3、侧面拔模斜度:30、内侧面拔模斜度:1-1.5;6、 铸造后处理:进行人工时效并喷丸;7、 最终热处理:(根据实际需要选择T2-T6等)8、 表面处理:(需要喷漆、镀铬时,按照要求填写相关内容)9、 未注公差加工尺寸的极限偏差按GB/T1804-2000中规定的m级执行;10、铸造尺寸公差按JB/T5000.4-1998中规定的CT8级执行。五、模锻(锻钢)零件:技术要求:1、 去除飞边、毛刺;2、 无过热、过烧等加热缺陷和裂纹、夹渣、起层等锻压缺陷;3、 未注锻压内圆角R3-R4;4、 未注锻压外圆角R2-R3;5、 锻摸斜度30-130;6、 重要锻压零件锻后进行磁力探伤;7、 锻后热处理:正火后进行人工时效处理;8、 最终热处理:(根据实际需要选择调质、渗氮或感应加热淬火等)9、 表面处理:(需要喷漆、镀锌时,按照要求填写相关内容)10、未注公差尺寸的极限偏差按GB/T1804-2000中规定的m级执行;六、(低碳钢)冲压零件:技术要求:1、 去除飞边、毛刺;2、 未注折弯内圆角R0.8T-R1.5T;3、 表面处理:(需要喷漆、镀锌、镀铬时,按照要求填写相关内容)4、 未注公差
《产品图设计中的技术要求编写方法及内容》由会员博****1分享,可在线阅读,更多相关《产品图设计中的技术要求编写方法及内容》请在金锄头文库上搜索。
2022年结婚庆典介绍人致辞范文
初级经济师《工商管理》考前(难点+易错点剖析)押密卷附答案94
HSBC香港PFS笔试+面试经历

人教版六年级数学上学期期末考试精编

著名散文指导及范文
【施工方案】悬挑脚手架施工方案(10)(DOC 27页)
诗意生活优美散文
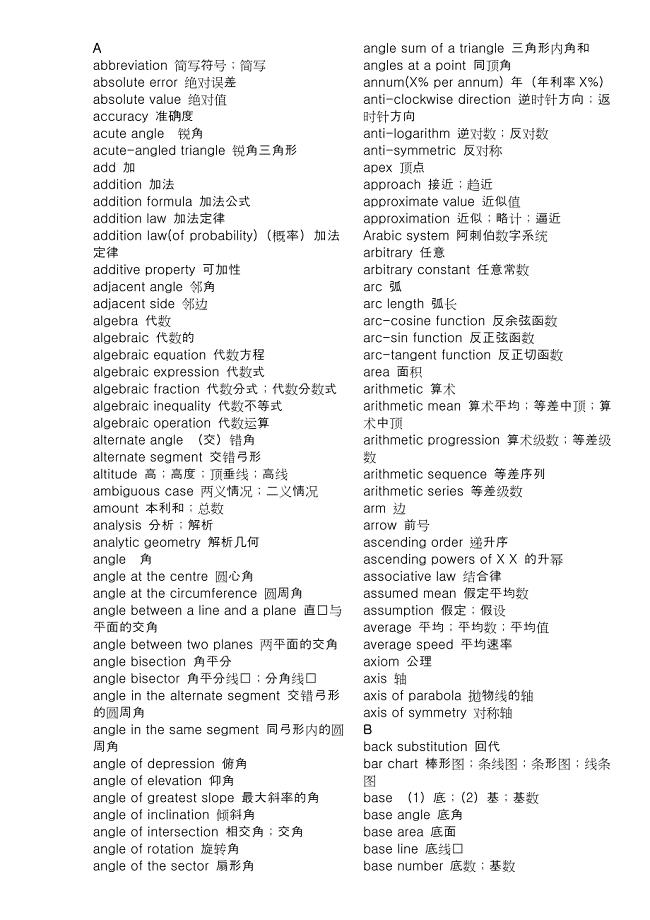
数学名词中英文对照表
电气自动化的个人年度工作总结范文(精选3篇)
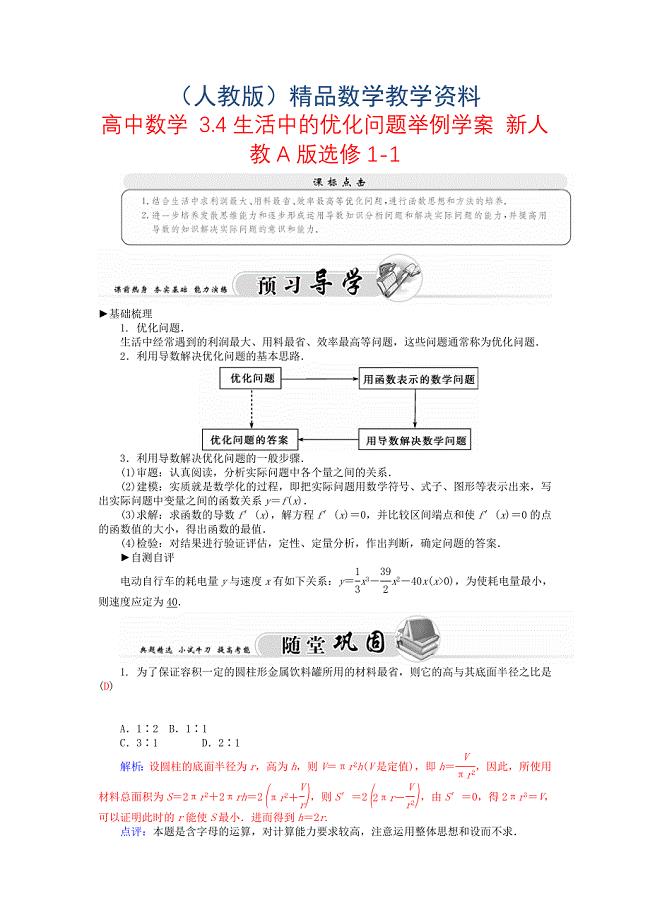
高中数学 3.4生活中的优化问题举例学案 新人教A版选修11
供应商年会演讲稿
公司人事年终工作总结.doc
幼儿园安全管理制度.2
八年级物理上册 试题卷4 什么是声 乐音的三个特征 奇异的声现象 科教版
小学期中考试作文300字七篇
对关于青少年网络聊天的问题的研究报告报
片断教学和教学片断《坐井观天》 教学片断
第二章信息的获取复习课
物业管理系统-软件工程毕业设计论文
MapGISK9集体土地所有权建库流程-通用-new
 领导干部深入基层联系学生工作制度(仅供参考)
领导干部深入基层联系学生工作制度(仅供参考)
2023-06-23 3页
ODM委托加工协议书
2023-06-13 1页
员工调薪表-模版
2022-12-16 2页
竞争性谈判文件范本
2022-12-05 37页
成品油网站系统设计方案
2023-06-07 21页
六年级心理健康教育工作总结
2023-12-28 4页
员工储蓄存款办法
2024-02-20 3页
文安市国通物流中心建设项目节能评估报告书
2023-09-03 54页
生物化学课后题1章
2023-01-13 5页
企业的核心竞争力
2024-01-30 4页