
焊缝符号在轨道车辆图样上的标注
10页
1、焊缝符号在轨道车辆图样上的标注2011/7/19/14:9来源:中国焊接资讯网长春轨道客车股份有限公司 宫平 常力 杨德惠 王子栋 作者简介:宫平(1978-),硕士,工程师,主要从事轨道客车转向架焊接技术研究。 摘 要:本文对ISO 2553:1992焊接、硬钎焊及软钎焊接头在图样上的符号表示法这一国际标准在国内轨道车辆行业中使用时发现的问题进行分析,并给出解决问题的方法和建议。关键词:焊接;符号表示法;轨道车辆 前 言 近年,国内轨道车辆生产制造企业广泛地开展了EN15085焊接生产制造资格认证。由此轨道车辆焊接结构图样上的焊缝标注需依据ISO2553:1992 焊接、硬钎焊及软钎焊接头在图样上的符号表示法中相关条款。国内现行的焊缝符号标准是GB324-2008 焊缝符号表示法,其修订采用了ISO2553:1992,因此在贯彻ISO2553:1992时应注意其同GB324-2008之间的区别与联系。 1 焊缝符号标注1 焊缝符号由基本符号、辅助符号、尺寸表示和补充表示等组成。完整的焊缝符号标注应包括每个接头的箭头线、双基准线、一定数量的尺寸和通常的标注。这些组成元素共同构成了焊缝符
2、号标注的基本要素,如图1所示。 点击此处查看全部新闻图片1.1 基本符号 焊缝基本符号用以表示各种类别接头特征,形式上类同于该焊缝横断面的形状,共有20个。轨道车辆图样上常用的基本符号有V型焊缝、单侧V型焊缝、带钝边V型焊缝、带钝边单侧V型焊缝、单面U型焊缝、J型焊缝、角焊缝、塞焊和点焊等。 基本符号标注时应注意以下几点: (1)焊缝基本符号相对于基准线的方位是固定的,它不随焊缝图形方位的变化而变化其方位2; (2)双面焊缝是由同一焊接接头形成的,不同接头的焊缝不构成双面焊缝。如图2为2个T型接头的3条焊缝, (a)误把焊缝b和焊缝c理解为双面角焊缝,实际上两条焊缝分属于不同接头,因此标注错误,(b)的标注是正确的。 点击此处查看全部新闻图片(3)基本符号或基本符号的组合限于同一(或相同)焊接接头,即不同焊接接头不能用同一焊缝符号表示。图3所示,共有3条焊缝,其中件2与件3之间的焊缝和件2与件4之间的焊缝相同,而件1与件2之间的焊缝与前两条焊缝有区别。区别在于:首先组成接头的两焊件厚度不同,厚度不同会涉及焊接热输入和热传导等相关内容,在工艺上则涉及工艺参数和工艺措施的选用,如焊前预热等
3、;其次焊缝长度不同,焊缝长度不同可能不会太多涉及焊接热力学上的差异,但是会在接下来的尺寸标注上带来不便。因此不能使用同一基本符号标注。同时,若焊缝的焊接方法、验收等级和工作位置不同,同样也不能用同一基本符号标注,因为在这种情况下会导致焊缝标注不明,或焊缝标注冗赘。 点击此处查看全部新闻图片(4)组合焊缝是由同一接头中几部分不同焊缝组成的,因此标注时不能看成单一焊缝而只标注其中一个焊缝符号3。图4所示的焊缝可以看成由两部分组成:即T型接头单侧V型坡口对接焊缝和T型接头角焊缝,正确标注如图4所示。 点击此处查看全部新闻图片(5)V型焊缝和带钝边V型焊缝的一个重要区别是焊缝的设计厚度不同,因此选用上要注意区分,混淆使用会给焊接工艺和生产带来错误的指导。单侧V型焊缝和带钝边单侧V型焊缝,以及U型焊缝和J型焊缝同样有此区别。 1.2 辅助符号 基本符号可通过一个表示焊缝外表面形状特征的辅助符号来完善,不标注辅助符号则意味着焊缝表面形状不需要精确地加以说明,常用辅助符号见附表。 点击此处查看全部新闻图片表中,“”符号只要求最终表面是平整的,不特别区别加工方法。如有必要,可对加工面增加粗糙度要求4。
4、 此外,“ ”和“ ”两个符号选用时应注意区分,若设计人员对焊接结构特点的把握不准确,或对加工单位的焊接工艺状态不熟悉,焊缝标注中一味地选用“凹面”焊缝,可能会导致加工单位工作量的增加,并且对焊接质量并不必然产生积极意义。 1.3 尺寸表示 每个焊缝符号可以带有一定数量的尺寸符号和数据,尺寸标注的一般原则是:相关于焊缝横断面的主要尺寸写在焊缝符号的左侧(之前),焊缝纵向尺寸写在焊缝符号的右侧(之后)。这些符号和数据的相对位置是固定不变的,不会随箭头的方向而改变5。 焊缝尺寸标注时还应注意: (1)焊缝尺寸和数据未标注时, 基本符号左侧无标注,表示焊缝要完全焊透;基本符号右侧无标注,表示焊缝在工件的整个长度上是连续的。 (2)角焊缝有两种方法来表示尺寸,即a-焊喉厚度和z-焊脚长度,其换算关系为:Z=a 2。 (3)通常角焊缝应是等腰三角形, 对于因结构需要采用不等腰三角形时, 应剖出断面,分别标出两焊脚长度的数值。若需要在焊缝符号标注上体现焊缝尺寸,建议使用z-焊脚长度进行标注,在基本符号前分别标出两焊脚长度,焊脚尺寸值小的在先,焊脚尺寸值大的在后,如图5所示4。 点击此处查看全部新闻
《焊缝符号在轨道车辆图样上的标注》由会员人***分享,可在线阅读,更多相关《焊缝符号在轨道车辆图样上的标注》请在金锄头文库上搜索。
2023学年度第一学期一年级教学工作总结(3篇).doc
浅谈尖子生的培养
幼儿园大班教学教学计划
供电工程竣工资料范本DOC67页
生命生命优质课详案
交通局督导教育活动总结讲话2
初中安全教育主题班会教案
推荐-家庭感统训练方法

钢材加工仓储配送建设项目可行性研究报告
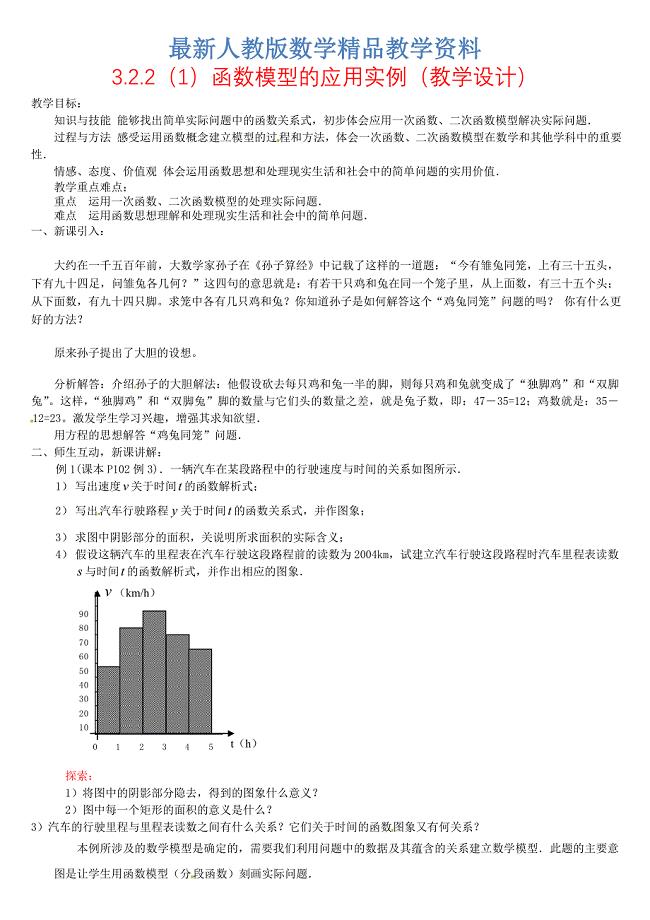
最新高中数学 3.2.2函数模型的应用举例1教案 新人教版必修1
精品宁夏银川一中高三第三次模拟考试语文试题及答案
人教版二年级语文教案

高二年级物理下册欧姆定律知识点大全
建筑财务个人工作计划与建设体育强市工作计划汇编

儿科三基试题
个人股权转让给公司协议书范文(二篇)
企业安全目标管理责任书
小学周记汇总5篇
幼儿园大班美术活动策划方案范文(3篇)
广东塑料交易所PVC货物交割合同(2篇).doc
 备品备件采购管理标准
备品备件采购管理标准
2023-03-24 8页
物体受力分析难点突破
2023-03-25 28页
安徽省中小学校新冠肺炎疫情防控工作指引
2023-10-24 14页
A对目标程序装配连接
2022-12-04 44页
X年某银行员工违反规章制度处理办法
2024-01-28 85页
选煤厂机电管理制度
2024-02-24 70页
C语言学生成绩管理系统设计报告
2022-10-31 50页
高考化学工艺流程专题一要点
2023-04-20 15页
手术缝合方法分类图解
2023-02-09 4页
Win7 的70个使用小技巧
2023-03-26 9页