
阳极氧化完整工艺流程
36页
1、陽極氧化工藝流程名词解释 机械与化学表面处理金属需经过抛光或刷光,随后除油及脱脂,检查外观质量,以为后续处理工序作表面准备。 阳极氧化通过认为的手段,形成一层厚氧化铝膜,即阳极氧化膜。即吸附氧化膜。这是吸附着色的先决条件。 染色在阳极氧化膜之微孔结构内沉积染料分子。 封孔封住微细孔,使染料固定于氧化膜内。吸附着色的理论依据吸附现象是采用染料水溶液浸渍染色的特点。与其他着色技术不同的是,其产生颜色之化合物并非产生自工艺本身而是存在于开初的介质中。“吸附”这一术语的意思是染料分子沉积并积聚氧化膜微孔的内表面,此阳极氧化膜的孔隙率为氧化膜的20m2/g。导致吸附的是铝氧化膜与染料分子之间的键合力起作用。这键合是不稳定的,相反,吸附在阳极氧化膜上的染料(染色强度)与溶液中的染料之间达到平衡。倘若溶液的染料浓度增大,则吸附量会增大,直至达到饱和点(颜色强度最大)时为止。又倘若溶液的燃料浓度下降,比如下降到零,而水中又全无亲质,便会出现解吸附,导致褪色合色料扩散。因此,在完成染色之后的多孔膜封闭工序是必不可少的。尽管染料迅速吸附,但整个着色过程的速度并非取决这一原始的现象,而是取决于染料分子随后怎
2、样进入狭窄的微孔内。这一过程以略低的速率进行。分子的直径平均为0.0025µm,而用硫酸直流氧化法制备的阳极氧化膜的微孔平均直径为0.02µm。*铝的级别和铝的阳极氧化铝材的物理成分以及级别是吸附着色是否成功的重要因素。铝材分为高纯铝、纯铝和合金铝。高纯铝只含不超过痕量(不超过0.05%,依次排级)的亲质金属;纯铝的亲质金属含量不超过1%。由于铝本身的强度不足以应付各种用途,因而相当多是与其他金属形成合金,主要的是镁、锌、锰、铜等。合金中的这些成分越高。耐机械磨损性便越强,但对装饰性着色的适应性则相对的越差。吸附着色本身是不会改善阳极氧化膜的物理特性的。 质量要求必须选用阳极氧化级的铝材,才能保证在阳极氧化和着色后仍然能保持吸引人的外观。这一级别的铝材是专门为阳极氧化和着色而特别制备并经过特别检测的。 合金成分对色泽和透明度的影响铝和铝合金原有的颜色分别随其纯度级别与所含成分不同而异。而吸附着色的色调又受原来的底色所影响。1镁量大于5%时,阳极氧化膜会暗哑;2含锰及铬量即使低至仅1%,氧化膜便带黄色,超过此含量时,金属色调便会变的暗黑;3硅有使氧化膜带灰色的趋向
3、,不过,很大程度上取决于它存在于合金中的形式。如果以固溶体形式存在而含量低于1%时,它不会使氧化膜明显暗哑。超过此含量及以非固溶体形式存在时,金属就会呈浑浊的灰色。有一种特别的含硅3%6%的铝合金就被称为“灰色调和金”。4含铜量不超过0.2%左右的铝合金对阳极氧化膜的颜色、透明度或硬度均无甚影响。以其通常在一些合金(如铝、铜、镁类及其他)所用含量,铜往往会给合金带来不规则斑点、呈微棕色及微灰色外观。此外,铝铜合金在染色过程中比其他合金更易于发生原电池腐蚀(点状腐蚀)。5锌对氧化膜质量不产生影响。倘若含量在2%左右或稍大,又假如合金不含其他成分,则在染色中不会产生明显的色调变化,也不会令染色膜变暗哑。 机械表面处理与化学表面处理未经预处理的铝是不能阳极氧化和着色的。事实上,有控制的表面处理是染色完美和光滑均匀德必备条件。机械的和化学的预处理决定了金属表面最终德外观,因为透明德阳极氧化膜或着色都是无助于光学性能德。化学处理目的在于清除金属上的脂类、油污、夹杂的亲质、皂类德残余、以及自然氧化膜。这些污染物质如果未得到彻底清除,就会妨碍氧化膜的生成,随而队染色产生明显不良的影响。对准备阳极氧化
4、并吸附着色德铝件作预处理时所遵循的准则,与阳极氧化而步着色德工艺准则相同。 硫酸直流电氧化工艺参数对阳极氧化膜着色性能的影响在阳极氧化膜的吸附着色工艺中,最终获得的色调不但取决于着色过程本身,而且在相等重要的程度上取决于氧化膜的性能。而氧化膜的性能又取决于阳极氧化参数。在工业生产中,这一点往往未受到注意。当在追溯染色故障因由时,必须同时仔细检查阳极氧化的工艺条件。在无色阳极氧化时未被发现的氧化膜上的某些变异在西服着色时变的明显,而且即使改进染色过程亦只能有限度的得到改正。参数偏离标准染色强度差别膜机械强度差别硫酸浓度偏高偏低较深较淡较低较高铝浓度偏高偏低改善膜的结构稍淡稍高电流密度(膜厚度恒定时)偏高偏低较淡较深较高较低温度偏高偏低较深较淡较低较高时间偏长偏短较深较淡较高较低膜厚度偏厚偏薄较深较淡较高较低、硫酸浓度提高硫酸浓度会增强其对金属的溶解作用,产生更显著锥性的微细孔,孔的平均直径更大些。由于空隙率增大而使内表面面积增大,吸附能力因而加强,可以染出较深的颜色。在阳极氧化液使用期间,越来越多的游离硫酸消耗于溶解方面,随着其浓度因而下降,膜的吸附力亦随而降低。为保证随后的染色能具有同
《阳极氧化完整工艺流程》由会员新**分享,可在线阅读,更多相关《阳极氧化完整工艺流程》请在金锄头文库上搜索。
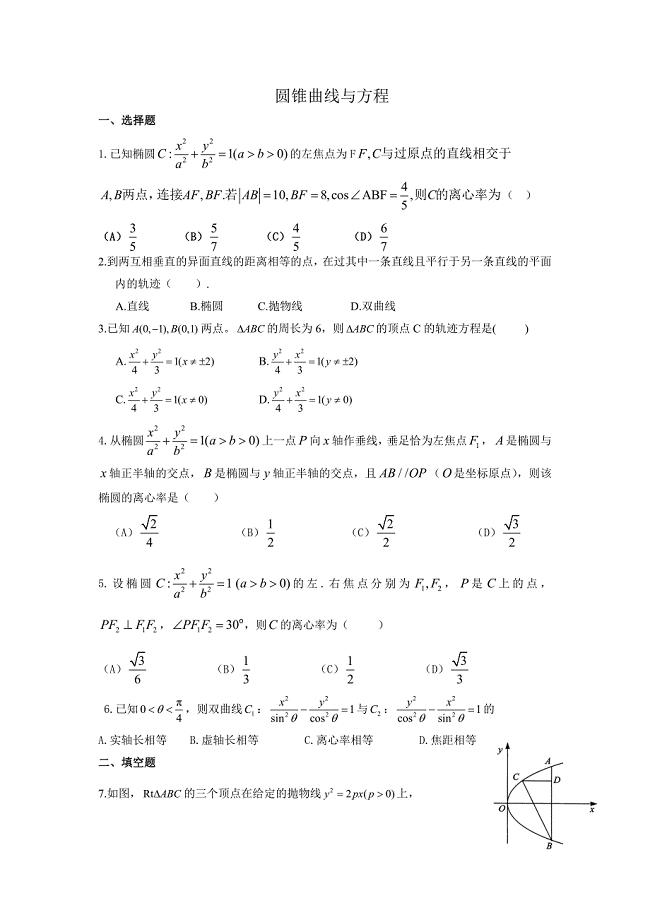
衡水中学高考数学文万卷检测:圆锥曲线与方程含答案
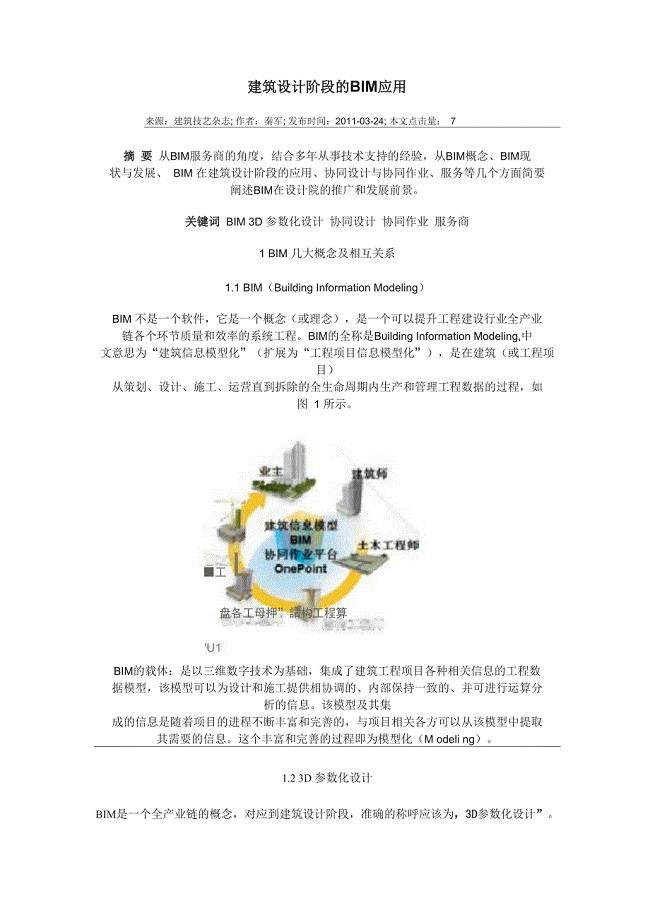
建筑设计阶段的BIM应用
校园活动策划方案设计.doc

最新中职水利水电工程模拟试题五
建筑装饰工程设计合同范文(四篇).doc
某基坑土钉施工方案

通化光伏设备研发项目建议书

实习单位对实习生的意见评语
进场人员登记表

小学生作文教学锦囊妙计集
荆门光伏设备销售项目可行性研究报告
安全风险分级管控管理制度范文(四篇).doc

秘书处工作总结标准模板(3篇).doc
我国推行人力资源会计面临的困境思考
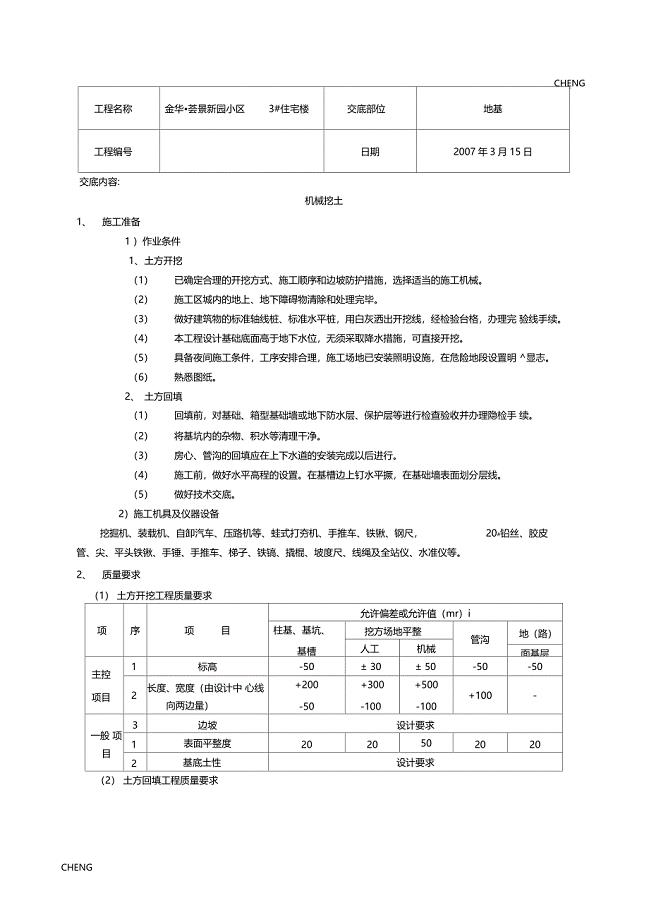
精编机械挖土施工工艺详解
2023年镇综合执法 包村干部工作总结(精选7篇)_乡镇包村干部工作总结

商铺租赁协议简易范文(8篇)
二年级上册数学教案厘米和米苏教版
4S店、综合的优点与缺点
有关于离婚协议书常用版(八篇).doc
 颈前筋膜深面药物填充治疗150例颈椎病的体会
颈前筋膜深面药物填充治疗150例颈椎病的体会
2023-12-16 5页
钢筋锈蚀仪
2022-10-22 11页
长方体与正方体表面积切拼及染色问题
2024-01-05 3页
自媒体时代让医生大有可为
2023-12-11 5页
风险评价控制程序
2024-01-12 11页
肾病综合征
2023-06-30 3页
计算机网络管理员中级理论+技能完整题库及答案
2023-07-26 39页
教育教学手册高中政治
2023-12-24 52页
水中墩施工安全交底
2023-07-28 6页
论信息技术与流程再造的关系
2022-09-23 3页