
非织造复习资料
11页
1、非织造复习资料一、填空题1 .纤网加固方法:化学粘合加固、热粘合加固、针刺加固、缝编法加固、水刺加固。2 .化学粘合法主要包括:浸渍法、喷洒法、泡沫法、印花法和溶剂粘合法五种。3 .针刺机是由送网机构、针刺机构、牵拉机构、花纹机构、传动和控制机构、附属机构、机架等机构组成。4 .针刺过程中的主要工艺参数有:针刺密度、针刺深度和步进量。5 .花纹针刺形式中根据叉形针针槽方向和纤网送进方向的关系、植针几何图案、提花机构及其控制程序,可获得四种表面结构条圈结构、绒面结构、小_节距几何图案、大节距几何图案。6 .水刺生产工艺系统主要由纤维成网系统、水刺加固系统、水循环及过滤系统和干燥系统四大部分组成。7 .预湿的目的是压实蓬松的纤网,排除纤网中的空气,使纤网进入水刺区后能有效地吸收水射流的能量,以加强纤维缠结效果,常见的预湿方式有双网夹持式和带孔滚筒与输网帘夹持式。8 .水刺机类型可分为平网式水刺加固机、转鼓式水刺加固机和转鼓与平网相结食的水刺加固机几种形式。9 .水刺中真空脱水箱的脱水机理是:靠纤网两面压力差挤压脱水及空气流穿过纤网层时将水带走。10 .热粘合工艺分热轧粘合、热熔粘合、超声波
2、粘合等:其中热轧粘合根据其粘合方式可分为表面粘合、面粘合、点粘合;热熔粘合的方式有热风穿透式粘合、热风喷射式粘合。11 .热轧粘合特别适于薄型非织造材料的加固。(薄型/厚型)12 .热轧温度主耍取决于纤维的软化温度和熔融温度。13 .热轧粘合和热熔粘合的共同影响因素有纤维特性、热熔纤维与主体纤维的配比、生产速度和冷却条件。14 .影响热轧粘合非织造材料性能的主耍因素有热轧辐温度、热轧轻压力、牛产速度、纤网面密度以及热熔纤维与主体纤维的配比。15 .粘合剂按化学成分分类:天然类粘合剂和合成类粘合剂。16 .粘合剂的诜择依据有非织造材料的性能、非织造粘合成形工艺及其设备、非_织造产品成本。17 .热粘合工艺中的烘煤工序可分为热风穿透式烘燥、辐射式烘燥、接触式烘燥三种方式。18 .烘燥工艺的某本技术要求有选择合适的热处理温度和生产速度、防止纤网匀度在烘燥过程中受到破坏、尽可能减少粘合剂的泳移以及根据非织造材料的定量和性能来选择烘燥方式和工艺条件。19 .分丝的方法有气流分丝法、机械分丝法、静电分丝法等。二.名词解释纤维:一种双组分低熔点热熔纤维,其芯层是聚丙烯,起主体纤维的作用,皮层是聚乙烯
3、,起热熔粘合的作用。2 .“CV纤网的不匀率纤维在纤网中分布的均匀程度。通常采用测定纤网不匀率的方法来反映纤网纵向和横向的不匀情况以及纤网总体不匀情况。3 .纤维杂乱度:纤网中的纤维沿各个方向排列的均匀程度4 .针刺深度:针刺时刺针穿过纤网后伸出纤网的最大长度。5 .针刺动程:指偏心轮偏心距的两倍距离。6 .针刺密度:纤网在单位面积上受到的理论针刺数。7 .针刺步进量:针刺机每针刺一个循环,非织造纤网所前进的距离。8 .针刺力:针刺过程中,刺针的钩刺带着一小束纤维刺入纤网,该作用使刺针受到的阻力称为针刺力9 .喷水板:是一条长方形金属薄片,厚度1宽度2030mm,是水刺头形成高速水10.射流的核心零件。11 .水刺工艺距离:喷水板喷水孔出口至托网帘的距离。12 .絮凝剂:能够使水中的胶体微粒相互粘结的物质。13 .水刺能量:即喷射能量,是水刺中衡量纤网受水针冲击的力度的可用水。14 .热熔粘合:热熔粘合是利用烘房加热纤网使之得到粘合加固。15 .双组份ES纤维:以芯壳式ES纤维为例,其芯是聚丙烯,起主体纤维的作用,其壳是聚乙烯,起热熔粘结的作用。8 .热轧粘合:指利用一对加热钢辗对纤网
4、进行加热,同时加以一定的压力使纤网得到热粘合。9 .泳移:烘燥过程中聚合物分散液在加热时随水蒸气一起移向纤网的表层。10 .熔体指数(MFI)是指:在一定的温度下,熔融状态的高聚物在一定负荷下,10分钟内从规定直径和长度的标准毛细管中流出的重量,单位为g/10min。熔体指数越大,流动性越好。11 .熔喷法是:在抽丝的同时,采用高速热空气对挤出的细丝进行拉伸,使其成为超细纤维,然后凝聚到多孔滚筒或网帘上形成纤网,再经自身粘合或热粘合加固而得到非织造材料的一种工艺。、看图填空四.简答题第四章针刺加固工艺和原理1 .试述针刺机构的技术要求与性能指标。答:(1)运转平稳,震动小、(2)针刺机的针刺频率、(3)针板的植针孔应该与拖网板和剥网板的孔眼相对应、(4)针板坚固耐用,不易变形,装卸方便、(5)工作幅宽、(6)自动化程度高,减震性好,动力消耗少。性能指标:工作幅宽、针刺频率、布针密度、针刺动程、针刺方式2 .花纹针刺机是如何实现花纹针刺的答:(1)所刺的纤网必须经过预针束U,一般预针刺密度在70150刺/cm2,(2)在针刺板上按花纹图案要求布针,并合理选用针刺机;(3)使刺针有规律地“
《非织造复习资料》由会员新**分享,可在线阅读,更多相关《非织造复习资料》请在金锄头文库上搜索。
省公务员考试行测题
监理收费规定
桩基溶洞处理专项方案
《现代企业管理教程》历年考试A
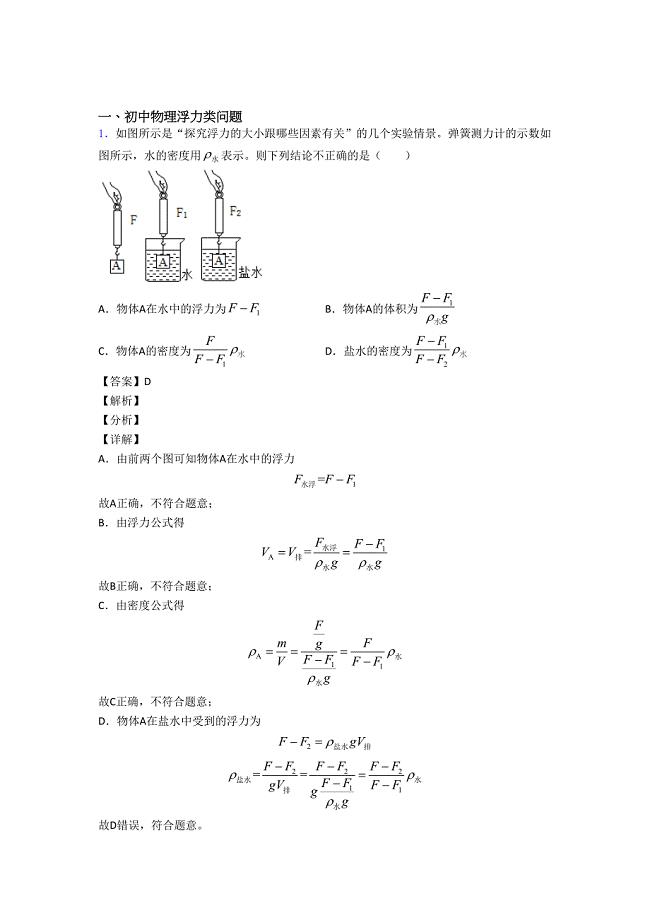
物理浮力类问题的专项培优-易错-难题练习题含答案解析

公司人事经理工作总结(3篇).doc
用工劳务合同简单版(5篇).doc
幼儿园教师节特别活动方案(二篇)
安顺家用杀虫技术应用项目实施方案(参考模板)
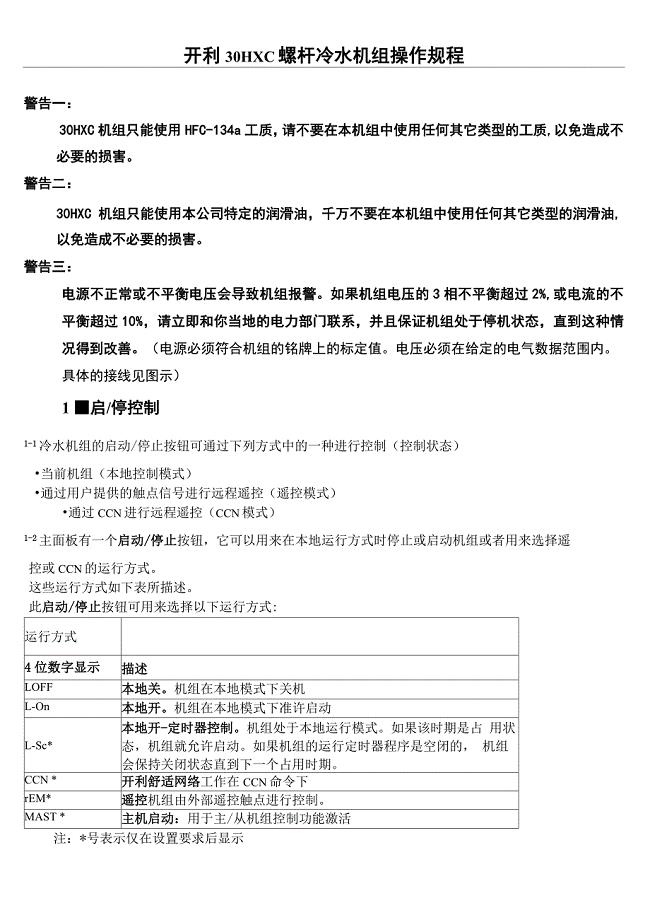
开利30HXC螺杆冷水机组操作程序与故障代码

教师节广播稿范文
高二期初考试英语作文2021
普通话声韵母系列发音总表
大班教师教育随笔《娃娃给我打电话》
保安部个人年终工作总结范文
《古诗两首》综合练习苏教版四上
山东省肥城市湖屯镇初级中学七年级历史上册第13课导学案无答案
第五讲:粗糙集
四川成都市事业单位公开招聘工作人员933人模拟考试练习卷及答案(第5期)
试用期录用条件协议书范文(二篇).doc
 计量经济学课程变革探析
计量经济学课程变革探析
2023-06-15 4页
中小河道轮疏项目
2023-01-29 42页
隧道拱顶带模注浆技术交底
2023-10-01 13页
大专生毕业自我鉴定
2023-12-28 6页
七年级下册数学不等式与不等式组难题及答案
2024-02-09 10页
商务谈判和推销技巧复习参考题
2022-11-14 19页
酒店财务总监述职报告
2023-01-30 9页
仓库盘点管理知识
2023-08-08 15页
三跨连续刚构桥ansys计算书
2022-12-25 15页
某镇推进反腐倡廉建设科学化的调研报告
2022-12-28 10页