
加工中心编程实例
8页
1、加工中心编程实例 ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm400mm500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。 实例为在预先处理好的100mm100mm100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。一、工艺分析本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为20mm两刃立铣刀,用于粗加工;2号刀为10mm中心钻,用于打定孔位;4号刀为10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。 该零件的加工工艺为:加工90mm90mm15mm的四边形加工五边形加工40mm的内圆精加工四边形、五边形、40mm的内圆加工4个10mm的孔。 二、编程说明 手工编程时应根据加工工艺编制加工的主程序,零件的局部形状由子程序加工。该零件由1个主程序和5个子程序组成,其中,P1001为四边形加工子程序,P1002为五边形加工子程序,P1003为圆形加工子程序,P9888为中心孔加工子程序,P9777为加工孔子程序。用CAD/CAM软件系统辅助编程。首
2、先进行零件几何造型,生成零件的几何模型,如图9-23所示。然后用CAM软件再生成NC程序。本例先从Pro/E中造型,用IGES格式转化到MasterCAM9.2中(也可以直接用MasterCAM进行零件几何造型),由MasterCAM生成NC程序。三、NC程序零件几何模型的程序见表9-5表9-5加工中心实例程序程序 说明 程序 说明 %9944 主程序名 M98 P1001 G49 G40 取消刀具长度补偿和半径补偿 N12 G01 Z-4 G92 X0 Y0 Z10 坐标系定位 G40 N10 M06 T01 换1号刀具 M98 P1002 调用子程序(加工五边形,分3次) S796 M03 M08 主轴转动、打开切削液 G01 Z-8 Y-60.0 移动到开始加工位置 M98 P1002 Z5.0 Z-9.8 N20 G01 Z-4 F200 开如加工(粗加工) N30 M98 P1002 M98 P1001 Z10.0 G01 Z-8 F200 X0 Y0 M98 P1001 N40 G01 X5 Y5 Z-2 F100 螺旋下刀加工圆形(分7次) G01 Z-12 F200 M
《加工中心编程实例》由会员m****分享,可在线阅读,更多相关《加工中心编程实例》请在金锄头文库上搜索。
农村房屋租赁合同模板(8篇)

简单房屋租赁合同精选版(六篇)
古代游记散文阅读指导与训练资料
冷主凝器水位调节器的设计研究
当代新教师专业成长面临的心理问题及对策
热门暑假周记集锦5篇
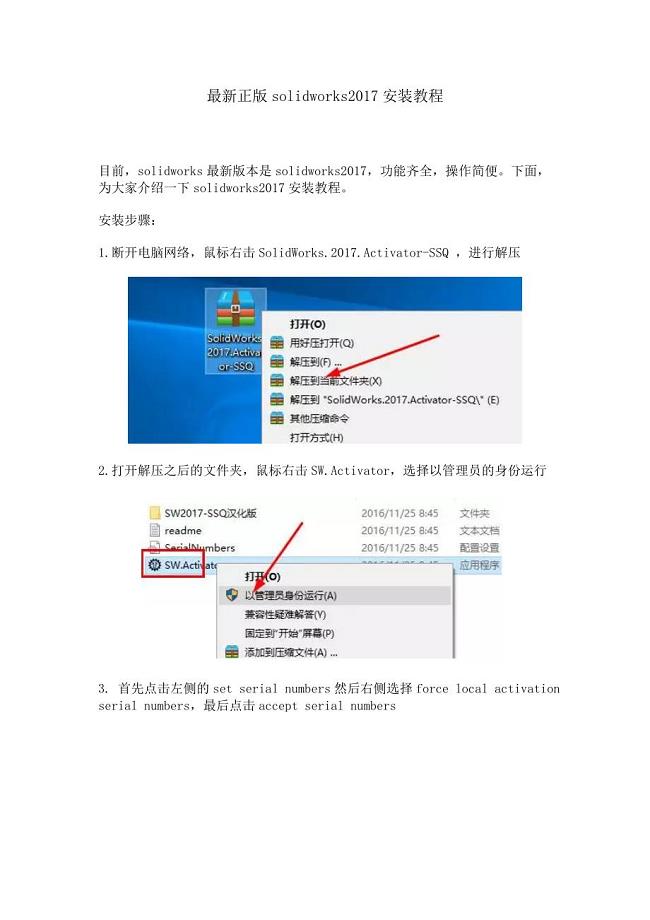
solidworks安装教程
永德县果蔬项目经营分析报告【模板范文】
2022年初中优秀班主任个人工作总结范文

江西省中考历史主题十四殖民扩张与殖民地人民的抗争无产阶级运动的兴起复习练习0802285
兽医麻醉学术前的评估
男女离婚协议书参考范文(7篇)

朔州半导体硅片项目建议书_模板
医疗机构各种管理制度

教师月考初数A卷试卷答题卡()
25种自制狗狗营养餐

2023年云南保山市第二人民医院校园招考聘用急需紧缺专业技术人员34人笔试题库含答案解析
教育论文:论新课程下有效的小学数学教学策略.doc
公路工程施工单位生产安全事故报告制度
双段煤气发生炉项目申请报告写作参考模板
 2023市场部下半年工作计划范文(二篇).doc
2023市场部下半年工作计划范文(二篇).doc
2022-12-27 3页
五年级上学期班主任工作计划(四篇).doc
2024-01-05 17页
人业务员的工作计划范文(四篇).doc
2023-11-04 17页
幼儿教师个人学习计划(6篇).doc
2023-01-18 16页
三年级语文想别人没想到最新知识点
2023-12-06 7页
初二状物作文:风信子
2024-01-07 1页
2023班主任周工作计划(九篇)
2024-02-12 25页
2022户外年会邀请函
2023-10-28 1页
2022教师节座谈会主持词
2023-07-29 7页
团体心理辅导活动方案团体心理辅导活动方案——教师职业压力
2023-10-27 12页