
【施工方案】闸门喷锌施工方案(DOC 15页)
24页
1、一、工程概况:1、本工程尾水闸门喷砂除锈、喷锌、刷封闭环氧涂料。2、工作环境特殊,安全与卫生要求严格,质量要求高。3、其工作有害身体健康,需要昼夜连续施工。4、本工程属高空作业,施工过程中存在一定的危险性,安全措施优为重要。二、编制依据1、施工执行规范1。1、工业设备、管道防腐蚀工程施工及验收规范HGJ229-911。2、水工金属结构防腐蚀规范SL105951。3、水工金属结构防腐蚀涂装技术1。4、涂装前钢材表面锈蚀等级和除锈等级GB/T89232、现场实际情况及有关资料等三、施工工艺流程施工前准备-防尘措施-安全措施-安装脚手架清理闸门内的污泥喷砂除锈喷锌刷封闭环氧涂料施工现场卫生清扫(一)施工前准备1、对工人进行安全教育实现项目“四无两控制”目标.2、对工人进行质量教育,工程质量达到优良等级。3、对工人进行文明施工教育,加强HSE管理。营造良好的施工生产环境.4、施工设备、工具到位、进行安装、提前调试、购置材料。(二)防尘措施1、尾水门槽孔洞上方用钢管搭成支架,上面铺满架板,再铺上凡布,防止砂子落入门槽内。2、用彩条布把闸门上空包围起来,防止灰尘乱飞。3、用彩条布把周围的设备、除湿
2、机、配电箱等遮盖起来。4、尾水门机及所有附助设备全部用布包裹起来。(三)安全措施1、爬梯顶至爬梯底部设置1根安全绳,上、下人员将安全带挂在安全绳的防坠器上系牢,避免意外跌落.2、其它门槽四周搭设钢管护拦,防止人员跌入。3、工作时人员带上安全带,穿上防滑鞋、戴好安全帽。4、照明要用防爆灯。5、闸门固定方法:5.1 闸门升起后,顶部用8根角钢,(755)点焊在闸门四周,另一端固定在水泥墙上,防止闸门前后、左右摆动.5。2 搭设脚手架时,每隔一段高度,闸门前面与后面各设置一排横杆,一端顶在闸门上,另一端顶在水泥墙上,使闸门更加牢稳。(四)脚手架搭设脚手架搭设都必须按脚手架标准搭设牢固,经HSE管理人员检查验收合格后方可使用.1、钢管脚手架杆应采用国标483.5规格的钢管,连接扣件,应用标准扣件,发现有裂纹、变形的禁止使用。2、脚手架搭设立杆垂直、横杆应水平,小横杆长短应适宜。立杆间距小于2。0m,大横杆间距为1.5m1.8m.3、脚手板铺设,单行脚手板宽度不得小于0。5m,双行架板不得小于1。2m,防护栏杆的高度为1.0m1。2m,防护栏杆与作业层之间最少加一道防护横杆或挂立防护网。4、脚手
3、架板对头铺设,两板端头应搭设在各自的小横杆上,其两小横杆距离不得大于200mm,两板端头不得留缝,留在小横杆外的脚手板端部不得大于250mm,脚手板应铺设平稳。绑扎牢固.5、脚手架每隔一段高度需增加一排横杆,一端顶至水泥墙,一端顶至闸门,一是为了脚手架牢固,其二是固定闸门.(五)清理闸门上的污泥喷砂除锈前,闸门内污泥要清理干净,并将污泥运至垃圾站。清理污泥从上到下顺序利用铲子清理,清理完毕后,采用洁净的压缩空气吹干.干燥程度必须达到环境要求:空气相对温度不宜大于85,被处理结构表面的温度至少要高于露点3以上。(六)喷砂除锈1、闸门表面喷砂除锈等级和要求喷锌前除锈的等级应符合GBB892388及GB979388标准规定的Sa2.5级要求,喷砂后表面粗糙度应达到Ry4070um,且表面应干燥、无灰尘、无油污、无氧化皮、无锈迹。如果喷砂质量达不到上述要求应重作喷砂除锈处理.2、喷砂方式的选择本工程采取干喷射处理方法,利用压缩空气借助自动射吸压力式喷砂装置喷射磨料,对基层表面实施清洁及粗化处理,直到基层表面呈金属本色粗糙度达到施工技术要求。3、磨料选择及要求根据本工程的特点结合我们的实际工作经
4、验,用于表面处理的磨料选择河砂,含水率低于1%,硬度大,耐磨,回收次数多,灰尘的产生量小,符合环保的要求.3。1 形状:必须有棱角,粒度在0。5-2.0mm.3.2 清洁度:磨料必须清洁、干燥,不允许有油污、可溶性盐的游离物质。4、喷砂操作工艺指标磨料种类磨料粒度组成标准筛号(mm)喷嘴入口处最小空气压力(Mpa)喷嘴最小直径(mm)喷嘴角度(度)喷距(mm)河砂全部通过7筛号,不通过45筛号、20筛号余量不少于400。583075802005、喷砂除锈工艺5。1 脱脂净化:水工金属结构进行涂层表面除锈之前,必须仔细地清洗涂层表面可见的油脂及其它污物。5。2 环境要求:在喷砂过程中,空气相对湿度要小于85,构表面的温度至少要高于露点3以上。在不利的气候条件下,要采取有效措施(如加热或输入净化干燥的空气等),以满足工作环境的要求.5.3 操作要点5。3.1 喷砂空压机设备放在合适位置,以减少压力损失,避免过多的管道磨损,也便于施工人员相互联系和掌握.5.3.2 喷射管应力求顺直,减少弯折处的集中磨损,要经常调换弯折处的磨损方向,延长管道使用寿命。5。3.3 严格控制工艺参数。砂罐的工作压
《【施工方案】闸门喷锌施工方案(DOC 15页)》由会员公****分享,可在线阅读,更多相关《【施工方案】闸门喷锌施工方案(DOC 15页)》请在金锄头文库上搜索。
市场摊位租赁合同范本
北潞绿色生态小区规划设计
展览活动场地租赁合同范例
邮科院发展战略资本战略版本
化工危化企业常见安全隐患及法律法规依据(20206)

年产120 万件品牌女性内衣生产线技术改造项目可行性研究报告
桥梁工程毕业设计开题报告材料
东北农业大学21秋《食品化学》平时作业二参考答案36
(建筑工程设计)XX银行内部装修及安防工程施工组织设计
六年级语文下册让学生在情境中感受快乐教案
土石方工程施工组织设计(DOC90页)gprk
电工单位个人工作总结(2篇).doc
总账会计工作的主要职责概述
一次有趣的活动写人记叙文

工作分析方法汇总
2011第十届海峡两岸大学生辩论赛赛制
农业农村工作建议
大一班主任学期末工作总结3篇范文
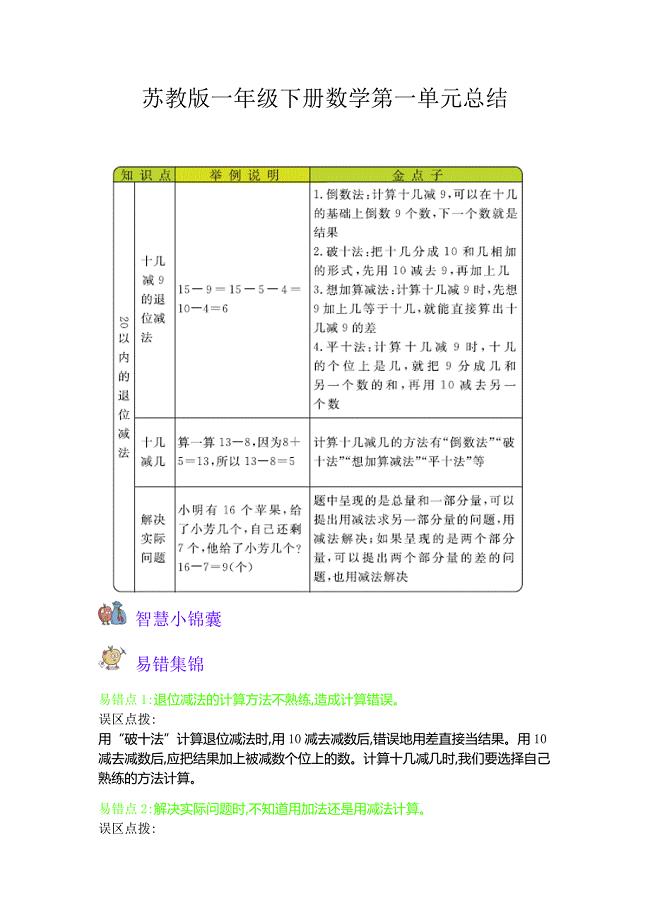
苏教一下数学本册知识清单
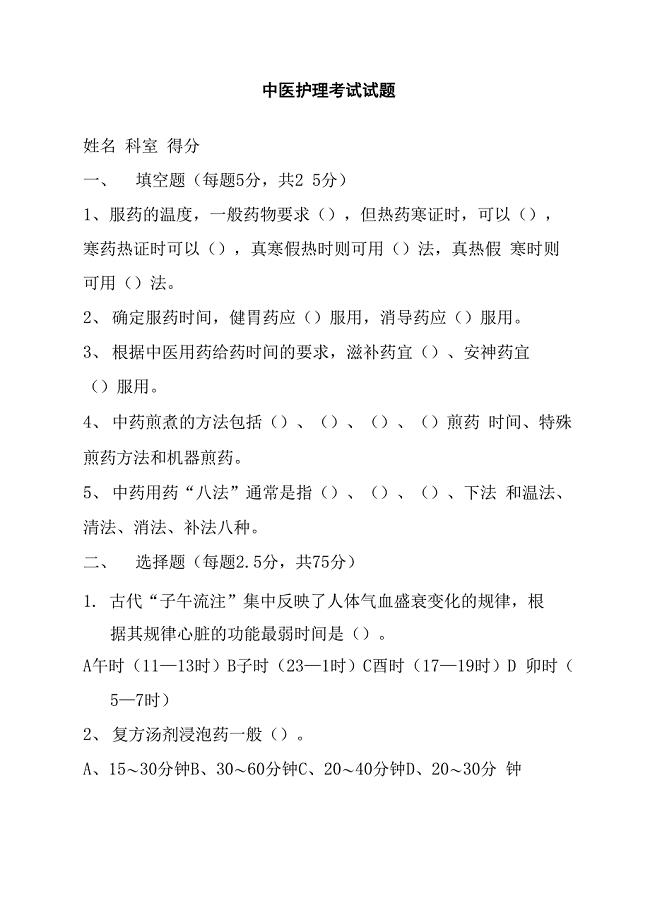
中医护理考试试题
 武汉中考2011两道压轴题
武汉中考2011两道压轴题
2023-07-28 2页
供电工程竣工资料范本DOC67页
2023-02-27 67页
江西省中考历史主题十四殖民扩张与殖民地人民的抗争无产阶级运动的兴起复习练习0802285
2022-10-24 3页
肇庆英语介绍zhaoqing-introduction
2023-02-05 4页
空间与图形复习备考策略
2022-09-23 15页
混凝土管施工方案
2024-01-30 5页
最新高中数学 3.2.2函数模型的应用举例1教案 新人教版必修1
2023-12-04 4页
苏教一下数学本册知识清单
2023-01-17 10页
中国西部国际汽车城可行性研究报告(中)
2023-05-02 31页
【建筑施工方案】土方放坡开挖施工方案(DOC 21页)
2023-07-29 21页