
机械制造技术课程设计-I-R挡拨叉工艺及铣操纵槽夹具设计(全套图纸)
25页
1、机械制造课程设计说明书题目:设计 I-R挡拨叉的机械加工工艺规程及铣操纵槽工序的专用夹具专 业: 学生姓名: 学 号: 班 级: 指导老师: 专业系主任: 机械工程学院2015年 月 日III摘 要本设计I-R档拔叉零件加工过程的基础设计的夹具设计。主要加工部位是平面和孔加工。在一般情况下,确保比保证精密加工孔很容易。因此,设计遵循的原则是先加工面后加工孔表面。在零件的夹具设计中,主要是根据零件加工工序要求,分析应限的自由度数,进而根据零件的表面特征选定定位元件,再分析所选定位元件能否限定应限自由度。确定了定位元件后还需要选择夹紧元件,最后就是确定专用夹具的结构形式。关键词:I-R档拔叉零件;工艺;夹具;全套图纸,加153893706AbstractThe design of turntable parts machining process based design of fixture design. The main processing parts processing plane and holes. In general, ensure easy to guarantee
2、precision machining holes than. Therefore, the design principle is first machined surface after machining hole surface. In the fixture design of parts, mainly according to the requirement of machining process, the number of degrees of freedom analysis should limit, then according to the surface characteristics of components selected location element, then analyze the selected location components can be qualified shall be limited degrees of freedom. Determine the location element also need to sel
3、ect the clamping element, the last is to determine the structure of the special fixture.Keywords: cutter turntable parts; technology; fixture;目 录摘 要IIAbstractIII第1章 零件的分析11.1零件的作用11.2零件的工艺分析21.3零件的生产类型2第2章 确定毛坯的种类和制造方法32.1选择毛坯32.2确定机械加工余量32.3设计毛坯尺寸3第3章 拟定工艺路线53.1基准的选择53.2零件表面加工方法选择53.3工艺路线的拟定6第4章工序设计74.1选择加工设备与工艺装备74.2 确定工序尺寸84.3切削用量及基本时间确定9第5章 I-R档拔叉铣操纵槽夹具设计145.1 问题的提出145.2 夹具设计145.2.1 定位基准的选择145.2.2切削力和夹紧力计算155.2.3定位误差分析165.2.4夹具设计及操作的简要说明18总 结19参考文献20致 谢2119第1章 零件的分析1.1零件的作用I-R档拔叉在运输车的变速箱中,与操
4、纵机构的其他零件结合,用它拨动滑动齿轮,实现倒车。14H9为配合面有较高精度。槽14H13为滑动拨动的配合表面。下拨叉为与滑动齿轮接触的表面。1.2零件的工艺分析该零件是叉架零件,形状不大规则,尺寸精度、形位精度要求不高,为大批量生产零件,其主要技术要求分析如下:其主要加工的有14H9表面粗糙度为Ra6.3um,是一个比较重要的孔,其轴线要保证与M直线度0.03;斜脚面尺寸要求公差尺寸为-0.48到0;开挡公差尺寸为0.1到0.2,表面粗糙度为Ra6.3um并保证与14H9轴线的垂直度为0.25主要是保证叉面能正确地安装在变速箱的倒档轴上,拨叉利用弹簧、滚珠在轴上进行定位,;R19面粗糙度为Ra12.5um,表面要求淬火处理,硬度要求为4853HRC;下爪总长公差尺寸为-1到0;后脚面公差尺寸为0到0.52,前面到轴线尺寸18的公差尺寸为0.2;孔8.7公差尺寸为0到0.09,其轴线到开挡前脚面的尺寸41.5的公差尺寸为0.15,孔深32公差尺寸为-1到0;拨叉尺寸要求较高,两内表面归于孔8.7的对称度为0.4,内表面表面粗糙度为Ra12.5,内表面满足配合14H13公差尺寸为0到0.
《机械制造技术课程设计-I-R挡拨叉工艺及铣操纵槽夹具设计(全套图纸)》由会员壹****1分享,可在线阅读,更多相关《机械制造技术课程设计-I-R挡拨叉工艺及铣操纵槽夹具设计(全套图纸)》请在金锄头文库上搜索。
2023年北京第一实验学校招考聘用笔试题库含答案详解
人事个人工作计划范文(五篇).doc
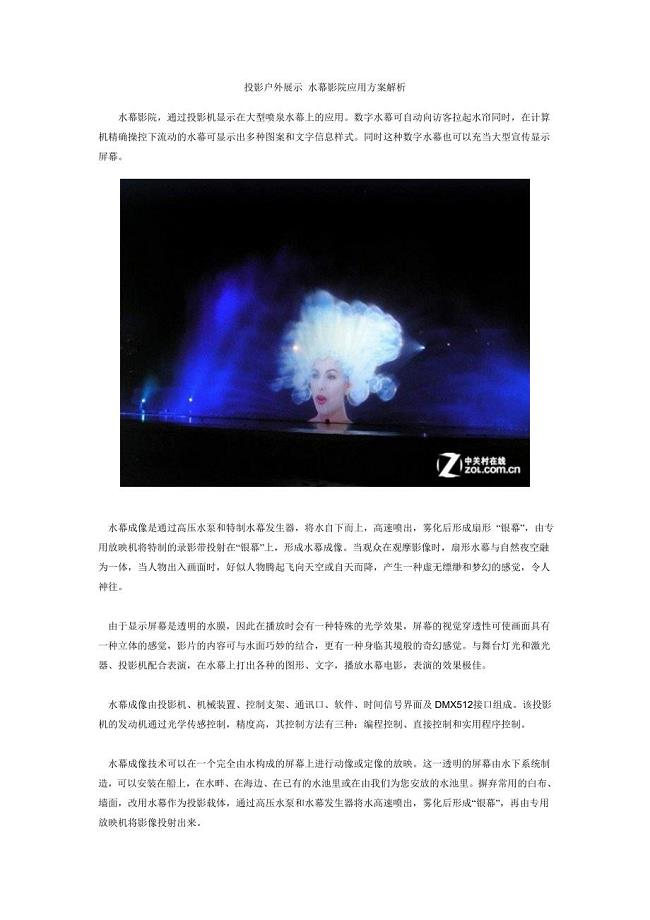
投影户外展示水幕影院应用方案解析
论我国基层公务员法律素质的提升
长丰县技术标投施工组织设计
中级经济师《财政税收》考前(难点+易错点剖析)押密卷答案参考45
正式版民间借款合同_0
酒店经理个人工作计划标准模板(三篇).doc
更换回风大巷局部通风机安全技术措施
车辆称重系统的设计
印象初一作文
人力资源管理诊断思路分析
2023年班主任学期工作总结模板(4篇).doc
《从百草园到三味书屋》教学设计
油库安全管理制度格式版(八篇)
牡丹江市噪声污染防治项目投资计划书【范文参考】
论坛演讲
检察院社会主义法治理念教育活动动员讲话
二手车辆抵押担保借贷协议官方版(四篇).doc
2020人教版新目标七年级英语下册Unit7单元检测卷含答案详解
 土木工程毕业设计(论文)-潍坊凯越山庄1#住宅楼设计
土木工程毕业设计(论文)-潍坊凯越山庄1#住宅楼设计
2023-01-19 87页
唐山市道道路工程施工组织设计投标文件-技术标
2023-04-13 61页
毕业设计(论文)-微滤机样机虚拟设计
2023-10-09 44页
机械制造技术课程设计-16002拨臂加工工艺及铣28面夹具设计
2022-08-20 16页
基于Matlab语言的按平面三角形单元划分的结构有限元程序设计
2023-06-01 19页
毕业论文-基于多目标遗传算法的散货码头泊位与机械联合调度研究
2022-09-20 42页
论文 - 基于碰撞安全性的轿车车身结构轻量化设计
2023-10-10 33页
江西三清山地区古应力测量和分析物理学专业
2022-10-22 7页
华东地质实验大楼施工组织设计
2023-09-15 58页
土木工程毕业设计(论文)-长春市锦程综合楼结构、施工设计
2023-06-26 222页