
焊接工艺规程与焊接工艺评定
24页
1、1 EN150852 焊接工艺规程及焊接工艺评定2.1焊接工艺规程(WPS)I焊接工艺规程Welding procedure specificatiotK pWPS)制 iTMadE by:1ITVeriried by t 批?BAp prarved by: 日期Da血评定或檢脸机构j EKarn in er or t$t b 耶 dyt 工艺许定褊号=WPAR Nik.:焊工姓名:Welder s name:捍按位置:地晶L.omli刑社工乏輪号;Wdding pibcfduic reference N&.;制造商:Mnuractmri焊接方法;Welding proc负:接头粪型tJoint typH母材練号及证书FPaient maiteiJal speci fieation: 焊材类别和牌号:Welding position%:坡曰制蕃和漕理為掛Alelhad prepariithn and ningn 母材呼度F规格Cmm),Alatcirial diickncss/ciutsicle dinrnein1 mm ): 焊材材黑烘干规定:Filler metal cla ifl
2、 rati mi nnd trade namet 焊橫准备構况简图)幻Spccial baking or dryings焊接壇头櫥式 Joint den焊接團序 VVdding Weld prepK曲lion detjiil5 SketthTriiniltnelecLrockrFpeF“ic:t焊接Vvldinjg dgkiiki第道RunProcess牌材裁格 Sizt oil Her Riecai电擬强度 Current3电弧电圧 Vollage (Y)电流种婪磁性 Type nr cu rinl Tdarity送纯趙度 Wire fefld 即red弹接腔度士 T raveMpeedIleal input (ECTininn)斥护疋Ga価伸剂电弧锲护 Shield ing吒体流撤G 那 rinw rak (Umin)电弧摆护 ShieldingsfVluxBacking根都嫁护 Racking村舉摆护悄呪:DeUik oTba eking! 砒掘度:Prehcal leniperatunti 浮后热处堆;Pwt-weld heal livatnntF苴它逮圖虫Dtiner inf
3、oTmatioti*焊住干f申恢度Coiit act tube-lo-woi kpiecedistnnce 肮冲焊接悄就iPul&cwelding detaihi箱觀悄况:Detnil& of bck nuing绘何温度:Inkrpfi55 len-iperaluivi加热和冷却履度气Hcaiingandwling riit侥珀黠动捍道最大宽度)(mm)*Vmvingtinaximuni widthnTrun) (mm)!尊寓子焊接情况Plasma wrlcJing delaibi制造商t评竝或检验机构tManufacturer: Ejurninci ch* test bexh? (fit名.El期iNarntdaleaidsignrfuiie)(驻常* 口期i 签字 IV-aiDC. dalf and焊接工艺规程依据标准ISO15609制定。焊接工艺规程(WPS)应当包含执行焊接操作的必要信息。一般的焊接工艺规程(WPS)主要内容有:1、 有关制造商的内容2、有关母材的内容3、所有焊接工艺的通用性4、有关焊接方法的特殊要求对于具体应用而言,可根据实际情况做增减处理。1.1 有关制造商
4、的内容 制造商的标识; WPS 标识; 关于 WPAR 记录(或其它相关文件)的编号。1.2 有关母材的内容1.2.1 母材种类材料标识、标准编号材料类组1.2.2 工件尺寸接头的厚度范围管子的外径范围1.3 所有焊接工艺通用性的内容1.3.1 焊接工艺方法使用的焊接工艺方法按 ISO 4063 表示。1.3.2 接头设计接头设计图应当显示形状和尺寸注:参照接头设计的有关标准可以给出细节。 焊接次序可能对接头性能产生影响时,应明确给出焊道顺序。1.3.3 焊接位置焊接位置按ISO 6947的规定。1.3.4 接头的制备接头制备的方法、清理、去污,包括将要使用的方法。装夹及定位焊接;1.3.5 焊接技能:无摆动;摆 动:1)对手工焊而言,焊道的最大宽度,2)对机械化焊接和自动焊而言,摆动的最大幅度、频率和时间 焊炬、电极及/或焊丝的角度。1.3.6 背面清根:将要使用的方法;深度和形状。1.3.7 衬垫:衬垫的方法和类型,材料和尺寸; 对于气体衬垫要求使用工艺类组13、14、15 的保护气体。1.3.8 焊接材料标识:制造商及商标; 尺寸(规格):焊条/焊丝的直径或焊带的宽度及厚度; 保
《焊接工艺规程与焊接工艺评定》由会员cn****1分享,可在线阅读,更多相关《焊接工艺规程与焊接工艺评定》请在金锄头文库上搜索。
蛟河市危险化学品项目可研报告
敬老院活动总结
学校本教研经验工作总结
(word完整版)六年级英语上册期末试卷(含答案)(2),推荐文档
2023年公司售后服务管理制度(3篇)
体育部学期工作总结例文
浙江温州市计量科学研究院招考聘用工作人员(同步测试)模拟卷(1)
上海市技术开发合同
2023春季保健工作计划范文.doc
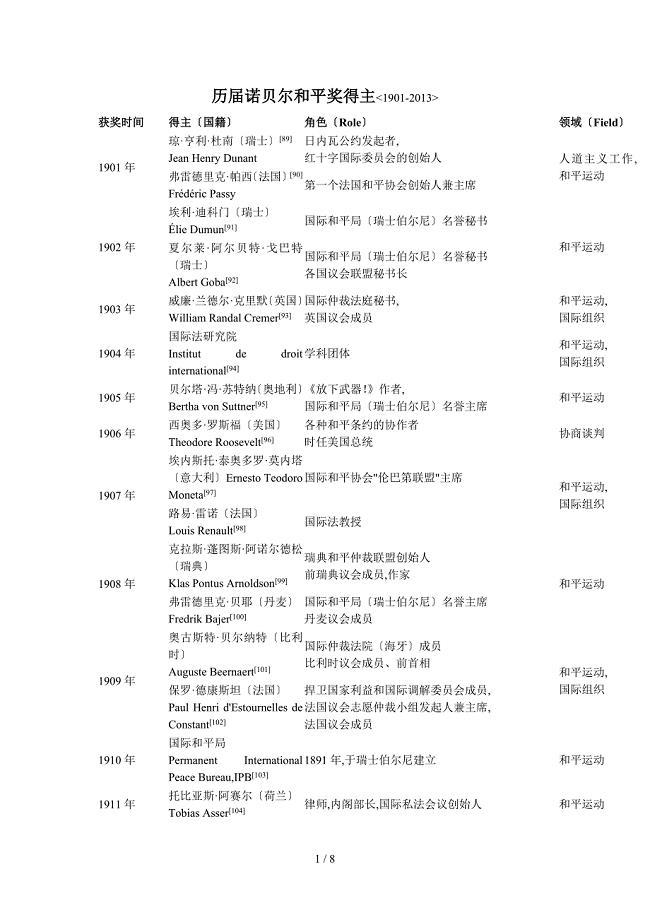
历届诺贝尔和平奖得主(1901-2013)
保修服务承诺书
苏教版一年级下学期语文形近字同步专项练习题含答案
水利工作者国庆60周年征文:浍河的昨天和今天
养老康复护理中心项目可行性研究报告【量身编辑】
企业文化试题与答案

西北工业大学21秋《电力拖动自动控制系统》在线作业三答案参考20
第一部分西方服装史教案设计
泸水市饮料项目建议书
九年级数学元调经验交流发言稿
家长代表在幼儿园毕业典礼发言稿
 课时跟踪检测(三十)文化建设的中心环节
课时跟踪检测(三十)文化建设的中心环节
2023-01-22 6页
室内维修方法
2023-12-17 23页
机电工程师的工作计划总结(二)
2022-08-23 14页
管理学原理--三七作业
2024-01-24 5页
清单计价模式下招投标阶段的工程造价控制
2023-11-29 7页
电子商务公司员工手册范本
2022-08-11 20页
幼儿园清洁卫生检查评比制度
2022-09-27 3页
民事起诉状模板及范文 -
2023-08-10 10页
广州九龙湖球会球道攻略
2023-08-24 23页
查摆问题及整改措施
2023-11-24 10页