
焊接接头质量非破坏性检验方法分析
5页
1、焊接接头质量非破坏性检验方法分析无损检验指的是在不破坏被验产品的整体功能结构下实施的一种检验 缺陷的办法,其通常包括3种检测方式,分别为无损探伤检测(NDT)、 外观检测及无压力试验。1外观检验焊缝的外观检验通常是靠人的眼睛查看为主,通常可以使用焊缝万能 量具,特殊情况下可以使用一定倍数的放大镜来检验。外观检验的目的是 为了找出焊缝存在的缺欠,例如,焊缝表面存在凹陷、沙眼、穿孔以及焊 接表面出现开裂、焊接尺寸超差等。检查之前,应当将焊缝周围内的杂物 清除干净。2无压力试验无压力试验指的是检查焊接管道、压力容器上的焊缝是否存有不严密 性的缺欠,以便及时发现,实施修补。通常使用的无压力试验方式有4 种,分别为严密性试验、煤油渗透试验、静水压试验及气压试验。2.1严密性试验在封闭的压力贮存器中,通过输入压缩空气使贮存器内外部的形成一 定的压力差,随后在焊缝外部撒上肥皂水。倘若在焊缝位置存在缺欠,将 会出现鼓泡的渗漏现象。这类试验方式常常用在受压贮存器接管加强圈的 焊缝。2.3 煤油渗透试验在焊缝表层撒上氢氧化钙溶液,待溶液干燥之后,在焊缝的另一面仔 细的涂上煤油。由于煤油的渗透性很强,当焊接
2、接头存在贯穿性缺陷时, 煤油就能渗透进去,在涂有石灰水的带状白色表面上显露出油斑点或带条 状油迹。为了精确地确定缺陷大小和位置,检查工作要在涂煤油后立即开 始,发现油斑就及时将缺陷标出,以免渗油迹渐渐散开而模糊不清。煤油试验常用于不受压容器的对接焊缝,贮存石油、汽油的固定式容 器等。2.4水压试验不仅用来检验焊接熔体整体的致密性,同时也用来检查焊缝在外力作 用下抵抗破坏的能力。试验前,首先在贮存器内加满水以将其内的空气排净,随后使用相关 设备向贮存器内加压。试验所需压力的多少,按照产品的工作性质来确 定,通常为贮存器工作压力的1.25倍到1.5倍之间。在加压阶段,应当依 照相应的标准使压力逐步上升,进行到一半时暂缓加压。当水压临近试验 最大压力值时,保持10min15min。随后缓慢的将压力降至贮存器内的 工作压力,并使用小锤在距焊缝15mm20mm的地方,顺着焊缝的方向 进行轻轻的敲击,并且详细查看焊缝变化。倘若在焊缝上出现水珠等现象 要做好标记,待贮存器排净水后进行重新修理,直到贮存器试验合格为 止。试验用水的温度应稍高于周围空气的温度,以防止容器外表凝结露 水,影响检验。水压试验
《焊接接头质量非破坏性检验方法分析》由会员枫**分享,可在线阅读,更多相关《焊接接头质量非破坏性检验方法分析》请在金锄头文库上搜索。

高中地理人教版必修二学案:第6章 附4 海洋权益与海洋发展战略 Word版含答案
物业维修工作总结标准范文(2篇).doc
药店保健食品管理制度
我们一起想办法
听课反思 (2)
2012年备战全省烟草专卖竞赛证件管理题
电大物流系统设计期末复习资料(已整理)小抄参考
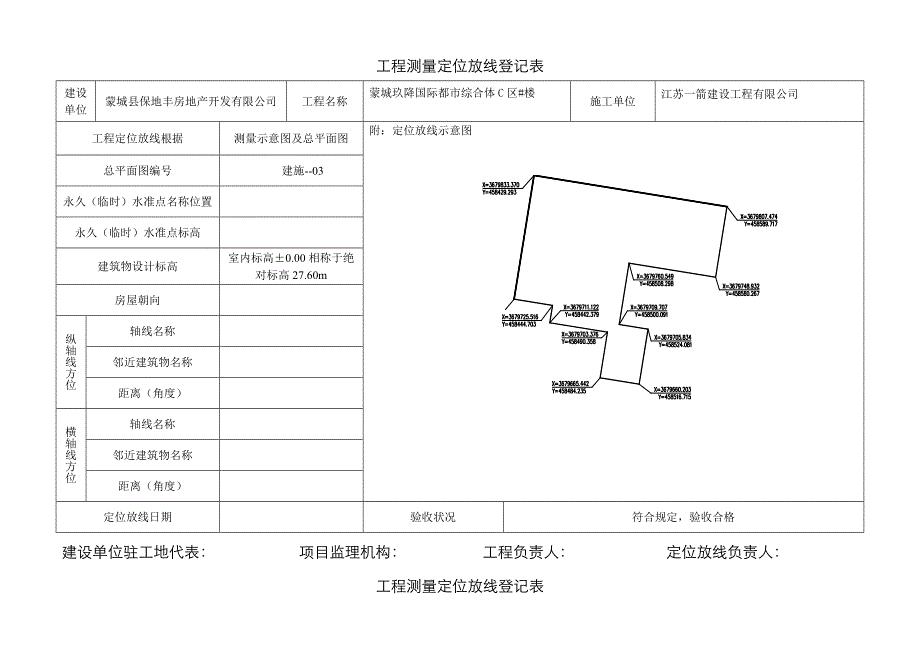
工程测量定位放线记录表
安全生产事故应急救援演练方案
中学文明班级评比细则
平凡的世界阅读心得范文10篇.doc
药品生产企业安全生产管理规章制度汇编
步进电机的类型和接线

万达开业调查报告
住房租房协议范文(四篇).doc
第2课时除法的估算
建筑幕墙施工的安全管理
小学二年级语文上册期中考试题苏教版

机械制图基本知识
行测言语理解
 智能变电站与常规变电站运行维护的几点区别
智能变电站与常规变电站运行维护的几点区别
2023-06-05 7页
His标签蛋白纯化原理与步骤
2023-05-19 3页
第八章几何线性问题的有限元法
2023-05-26 34页
幼儿教育评价课程心得体会
2024-01-30 12页
车辆工程专业毕业设计汽车整车论文
2024-02-12 24页
商业物业服务方案
2022-09-08 6页
风电机组功率特性评估
2023-02-10 1页
幼小衔接特色方案
2023-01-24 15页
岩壁吊车梁施工工艺
2022-07-22 12页
空气处理过程以及送风量计算示例
2023-07-22 3页