
大尺寸工件孔系调头镗孔的检测与校正
1页
1、栏目主知素菲妊M册量easurement大尺寸工件孔系调头镣孔的检测与校正广东白云学院(广州510450) 张晓东 许建华九江电影机械厂(江西332000) 虞乐民图21.工作台2.等高块3.平尺4. T分表5.支架6.主轴当大型机.械工件两端有同轴度要求较高的孔系 需锂孔加工时,往往受机床规格或工件形状的限制 而难以加工,本文提出了 “调头锋孔”新方法1. 加工原理调头锋孔法处工件安装后利用工作台回转,分 别从工件孔系两端进行镇孔来完成同轴孔的加工, 即在加工好工件一端的孔后,工件随机床工作台回 转180。再加工另一端孔。此法特点是在保证孔系同 轴度要求的前提下,锤杆伸出短,刚度好,镇孔时 可选用较大的切削用址,故生产率较高2. 传统法与调头法优缺点比较工件骨于锂床的锂头和尾架之间,受空间的限制, 当匸件尺寸较犬超过僅床的规格肘传统方法就无法加 Te调头決可拆夫犀処.加丁T件尺寸可扩大一倍。传统法加工大尺寸工件,僮杆细而长,刚性差。 调头法刀杆短而粗,刚性好,特别是当加工孔的端 面时,町将短刀杆装在僮头的平旋盘上,利用平旋 盘的径向定刀由刀尖进行走刀加工,切削力也小得 多,因而孔端面
2、的质董大为提高。传统法锂孔时,由于长锥杆始终处于孔的中间, 孔的直径无法用内径百分表测量,往往只有依靠工 人的经验用卡钳“摸”,易造成废品。调头法的短刀 杆可退岀孔外,由内径量表测出孔径,因而提髙了 孔的尺寸精度,大大减少废品率。调头法对锂床工作台的冋转精度要求较高,因 为两端孔需分别在购个工位上加工,因此锂孔同轴 度主要取决于机床回转台的回转精度。如工作台回 转轴线与鰻床主轴线有夹角谋差Aa,则会使两孔的 同轴度误差増加为如图1所示。当铿床回转台 与机床导轨面有一个微量夹角Aa时,镇好彳孔后, 工作台回转180。再加工B孔,B孔的中心线会与A 孔中心线产生一个期的夹角,A0 = 2Sa (图中3 采用了夸张示意画法),因而锋床精度是否适于调头 法要事先进行检测。图I3. 调头法对机床回转精度的检测与工件校正(1)机床回转精度的检测方法 用调头法加工, 要求机床的冋转精度较高,因此在调头前应先对机 床回转精度进行检测拎测的方法如图2所示.将 一根高精度平尺用等岛块支放在工作台上,通过调垫等高块,开动工作 台作纵向运动,使百 分表在S长的两端点 示値相等,然后把工 作台回转180%再次 测量S的两端点百分 表的示值差,设为九 则= arctan ( Sh/S ) o此40应小于A孔与B孔同轴度要求公差值折算角度 的1/2,否则应更换或修理机床。(2)调头锂孔的何接校正法调头锂孔法在加 工好工件一端的孔后,工作台理论上冋转怡0。再加 工另一端的孔,但绝对不能依赖机床冋转台上的低 精度回转刻度线,必须采用町靠的校正方法。如图3 所示。先制作一根标准棒,标准棒和支座固定于工 作台上,工件用定位块定位也同时紧固于工作台上。仇23; 63
《大尺寸工件孔系调头镗孔的检测与校正》由会员cl****1分享,可在线阅读,更多相关《大尺寸工件孔系调头镗孔的检测与校正》请在金锄头文库上搜索。
生殖健康检查实施方案
生命科学的发展对人类文明的影响
UV1801紫外-可见分光光度计操作说明
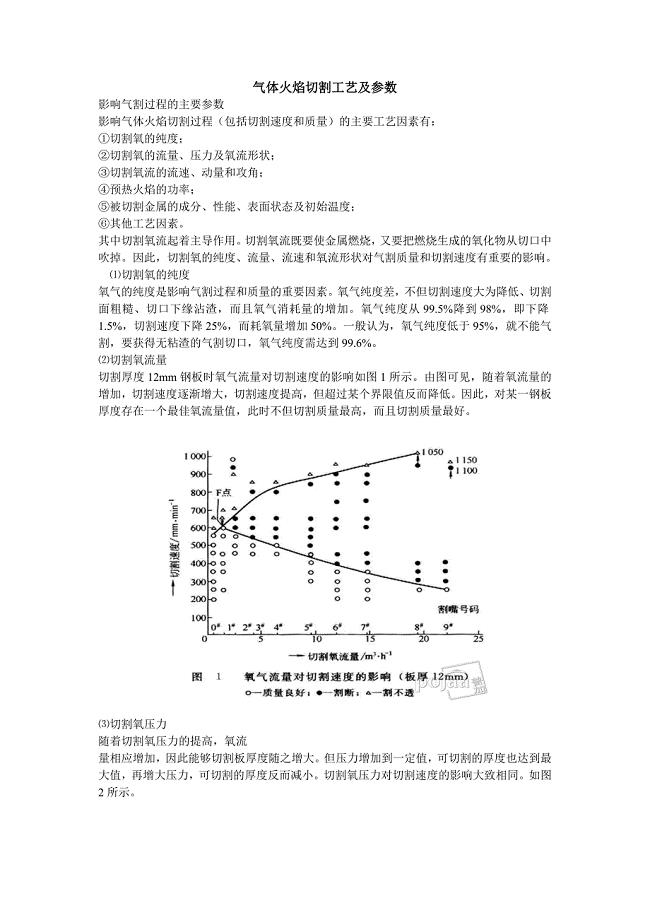
气体火焰切割工艺及参数
机关办事程序制度范文(四篇).doc
出纳员的工作职责模板(二篇).doc
人教版2022年小升初语文模拟试卷及答案
建筑工程项目合作协议范本最新.doc
2018年全国卷Ⅰ理综高考试题含答案.doc
我站在铁索桥上
晚会策划流程
门面租赁合同集合八篇
小学一年级数学说课稿范文汇总五篇
![专业地坪涂装与传统地面刷漆的不同[工程类精品文档]](https://union.152files.goldhoe.com/2023-2/8/83865062-5f20-4eee-8dd8-ba5217968e62/pic1.jpg)
专业地坪涂装与传统地面刷漆的不同[工程类精品文档]
企业目标管理应该这样强化
九年级思想品德中考试题分框汇编
2023年数据挖掘概念与技术课后题答案汇总汇总

2023年儒林外史高中读后感作文
新师德规范学习心得体会

公司治理模式
 精选名人名言作文合集十篇
精选名人名言作文合集十篇
2023-04-25 6页
新编新课标高考总复习课下限时集训四十六 产业转移——以东亚地区为例 Word版含解析
2022-11-30 6页
《好人是之》阅读答案
2024-01-03 4页
it辞职报告4篇
2023-05-28 9页
幼儿园春季园务工作计划参考模板(5篇).doc
2023-08-06 34页
单位工作打架检讨书范文.doc
2023-03-29 15页
大学生自动化顶岗实习周记
2023-05-26 5页
最新高中历史必修三知识点优秀名师资料
2023-04-13 9页
职校班主任的年度工作自我总结
2023-07-22 16页
体育部招新工作计划书范文(三篇).doc
2024-02-03 6页
2024年春江苏开放大学机械设计第3次作业答案2024年春江苏开放大学机器学习形考作业二答案2024年春江苏开放大学测试技术综合性大作业答案2024年春江苏开放大学python程序设计形考作业1答案实验报告2024春国开形势与政策大作业参考答案 二2024年春季国家开放大学《形势与政策》形成性考核作业参考答案2024春国开《教育法学》形考作业1至4试题国家开放大学2023秋《个人理财-厦门》大作业参考答案国家开放大学《 生产与运作管理》形考任务1-5参考答案2024年春国家开放大学《形势与政策》形考作业参考答案二2024年春国开《法治思想概论》形考作业参考答案国家开放大学《市场营销学》形考任务1-4参考答案