
推荐-数控铣床编程实例(铣内外圆并钻孔)---8
10页
1、数控铣床(加工中心)编程实例(铣内外圆并钻孔) 下载 (2.8 KB)2009-2-27 16:06解:选用T1=20铣刀、T2=中心钻、T3=6中心钻。程序如下:推荐精选O001 G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 G42 D01 X-50. F400;G02 I50.J0.F150;G00 Y0.;G40 Z100.;G00 G90 G54 X-110. Y-100.;Z-42.;G01 G41 X-90. F500;Y82X-82. Y90.;X82.;X82. Y90.;X-82.;X82. Y-90.;X-82.;G00 Z100.;G40;N002 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-3. R5. F150;Y60.;X60.;Y-60.;GOO G80 Z100.;N003 G91 G3
2、0 X0 Y0 Z0 T3;M6;G00 G90 G54 X-60. Y-60.;G43 H02 Z10 M03 S2000;G99 G81 Z-12 R3. F150;Y60.;X60. Z-42.;Y-60.;GOO G80 Z100.;G00 G28 Y0;推荐精选数控加工工艺分析主要包括的内容数控加工工艺分析的主要内容实践证明,数控加工工艺分析主要包括以下几方面:1)选择适合在数控机床上加工的零件,确定工序内容。2)分析被加工零件图样,明确加工内容及技术要求,在此基础上确定零件的加工方案,制定数控加工工艺路线,如工序的划分、加工顺序的安排、与传统加工工序的衔接等。 3)设计数控加工工序。如工步的划分、零件的定位与夹具的选择、刀具的选择、切削用量的确定等。4)调整数控加工工序的程序。如对刀点、换刀点的选择、加工路线的确定、刀具的补偿。5)分配数控加工中的容差。6)处理数控机床上部分工艺指令。总之,数控加工工艺内容较多,有些与普通机床加工相似。数控铣床加工的特点 数控铣削加工除了具有普通铣床加工的特点外,还有如下特点:1、 零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以
3、控制尺寸的零件,如模具类零件、壳体类零件等。2、 能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件。3、 能加工一次装夹定位后,需进行多道工序加工的零件。4、 加工精度高、加工质量稳定可靠。推荐精选5、 生产自动化程序高,可以减轻操作者的劳动强度。有利于生产管理自动化。6、 生产效率高。一7、 从切削原理上讲,无论是端铣或是周铣都属于断续切削方式,而不像车削那样连续切削,因此对刀具的要求较高,具有良好的抗冲击性、韧性和耐磨性。在干式切削状况下,还要求有良好的红硬性。数控系统的组成计算机数控系统由程序、输入/输出设备、计算机数字控制装置、可编程控制器(PLC)、主轴驱动装置和进给驱动装置等组成。如图2.1所示 图2.1 计算机数控系统框图计算机数控系统的核心是CNC装置,它不同于以前的NC装置。NC装置由各种逻辑元件、记忆元件等组成数字逻辑电路,由硬件来实现数控功能,是固定接线的硬件结构。CNC装置采用专用计算机,由软件来实现部分或全部数控功能,具有良好的“柔性”,容易通过改变软件来更改或扩展其功能。CNC装置由硬件和软件组成,软件在硬件的支持
《推荐-数控铣床编程实例(铣内外圆并钻孔)---8》由会员s9****2分享,可在线阅读,更多相关《推荐-数控铣床编程实例(铣内外圆并钻孔)---8》请在金锄头文库上搜索。
教师读书节活动总结范本(7篇).doc
关于委托施工合同示通用版
形容时间过得快的句子15篇.doc
个人承诺书怎么写
华逸大酒店远程监控方案
教职工代表大会提案征集和处理制度样本(2篇).doc
学校防溺水工作总结新整理版.doc
常用的财务试用期的工作计划模板(2篇).doc
有缝焊接钢管项目商业计划书写作参考
大班语言留住小鸟教案配音音乐
引起种群基因库组成变化的原因
2023房屋出租合同协议书(5篇).doc
医院2023护士工作总结(2篇).doc
学校2021—2022年度师德师风建设工作计划
观摩课堂教学的心得体会
股东借款合同(5篇)
建筑项目经理工作总结
各种紫砂泥料适合泡茶详解
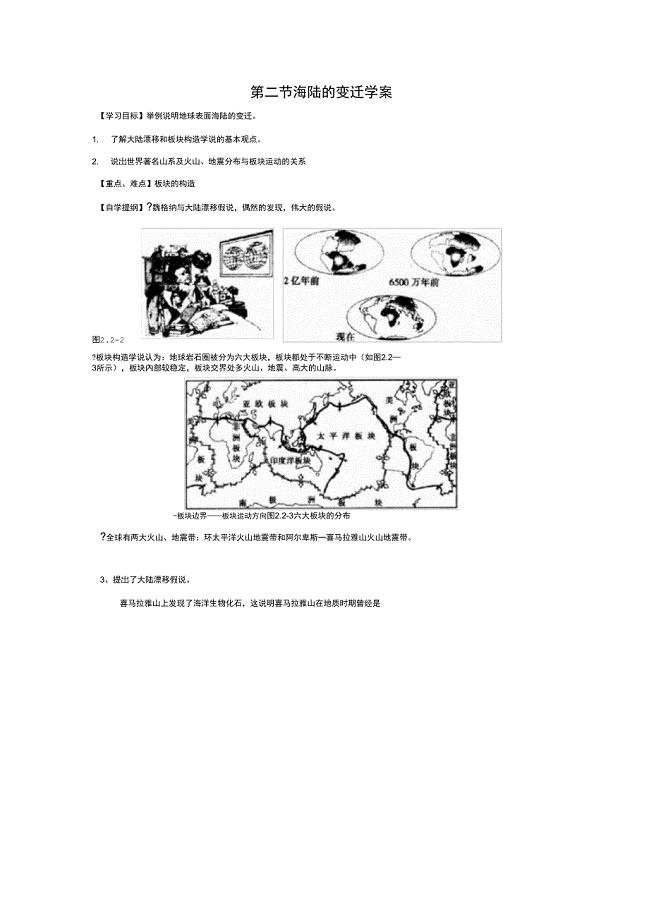
第二节海陆的变迁学案
餐饮劳动合同范本(6篇)
 【精品】【上海教育版】英语五年级上册:Unit 5At the weekend教案教案
【精品】【上海教育版】英语五年级上册:Unit 5At the weekend教案教案
2022-07-31 7页
高中数学必修4测试题及答案
2023-09-02 5页
中考英语任务型大阅读组合练五0505330
2023-11-20 9页
人教版三年级语文下册教案全集精品
2022-10-09 114页
人教版 高中数学 2.3离散型随机变量的均值与方差 教案二选修23
2022-11-08 10页
内部控制管理手册范本
2022-09-17 35页
2022年ACCA英国注册会计师考试密押卷带答案233
2022-10-30 97页
智慧医院功能列表docx
2023-11-01 9页
精选配电房检查记录
2022-11-30 2页
螺杆压缩机的设计与运动仿真毕业设计设计
2023-12-12 74页