
电弧喷铝方案
20页
1、设备内壁电弧喷铝工程施工方案中国化学建设工程第三建设有限公司2013年12月8日(请完善)-、工程概况 1二、编制依据 1三、施工准备 1四、施工程序、工艺及要求五、质量保证措施和质量保证体系六、进度计划控制措施七、安全保证体系及措施八、文明施工措施九、工程验收方案十、售后服务措施、工程概况本工程位于。等等。这些请贵方填写。 喷铝一般有氧乙炔喷涂、 普通电弧喷涂以及超音速电弧喷涂三种。 电 弧喷涂对施工环境的要求较高,比如被处理基体表面要求达到 Sa3级, 粗糙度更是要求在70100m,且基体表面温度至少比露点高 3C以 上才能进行喷涂施工。 但因其优良的防腐性能, 因此还是被广泛地采 用。根据公司内部研究,决定在本工程中采用超音速电弧喷涂技术。 二、编制依据1、甲方招标文件中关于喷铝的技术要求。2、GB9795-88热喷涂铝及铝合金涂层3、GB9796-88热喷涂铝及铝合金涂层试验方法4、GB8923-88涂装前钢材表面锈蚀等级和除锈的等级5、GB9793-1997金属及非金属覆盖层一热喷涂锌、铝及其合金 三、施工准备(一)生产准备1、组织施工人员学习有关标准,规范,文件。2、对施工
2、人员进行有关质量方面的教育,树立以“质量求生存,以 质量求发展”的思想,争取全优工程。3、针对本工程施工特点 ,教育职工树立安全第一的思想和环保意识。 全面贯彻执行 HSE 管理规定,作到文明、安全施工,搞好本项施工 任务。4、生产准备计划根据工程特点认真抓好施工准备, 使各项工作落到实处。 做好用 料计划,如各种材料的牌号、规格、数量及技术指标由技术部在合同 签定后三天内提出,以便采购人员早作准备,保证现场施工需要。施工现场布置由工程管理部提出, 并经甲方批准后实施。 公共关 系由项目经理负责牵头,组织专人负责,提前做好。全部施工准备于 合同签定后十五天内做好。生产准备框图与主管部门协商相关事宜开工报告施工作业许可证施工技术、质量、安全、环保交底(二)施工组织 施工组织机构图(三)施工人员组织本工程主要为喷砂除锈、喷铝及油漆封闭工作内容,须配合安装 进展情况,要求在机件制作完毕运抵本工地 7日内完成喷砂除锈、喷 铝及油漆封闭施工任务;具有很大的随机性,必须与甲方密切配合, 随时跟踪。严格按IS09001标准(2000版)进行科学管理,合理施工, 提高综合竞争力,争取达到业主满意的最高
3、目标。(四)材料1、 钢玉砂,粒度均匀,硬度高,有棱角。符合GB9793-1997的有关 规定。2、梓mm3mm铝丝,纯度 99.5%,铝丝必须有材质合格证及化 验分析单。符合GB3190-82标准。3、喷铝层外表面的防腐封闭涂料为环氧树脂封闭漆,必须有产品合 格证及检测报告单和生产厂家的产品说明。4、铝丝、涂料必须按规范要求频率进行检验合格后方可施工。(五)设备及仪器空气压缩机6 gM33台空气压缩机1.5M32台电弧喷镀机3台油水分离具3台喷砂枪头10套高压无气喷涂机2套搅拌器1台交流电焊机1台轴流风机4台喷镀枪10把砂罐2台变压器22024V1台粗糙度仪1台湿膜测厚仪2台磁性测厚仪2台四、施工程序、工艺及要求(一)喷砂除锈1、喷砂的标准及工艺需求本工程需喷砂的质量级别为GB8923-88标准Sa3级,即彻底除去 金属表面的油脂, 氧化皮锈蚀产物等一切杂质, 表面无任何可见滞留 物,呈现均一的金属本色。 喷砂处理后的金属表面应是均匀的粗糙面, 粗糙度RZ40-80匕m不应产生明现的凹坑和正刺。喷砂用固体颗粒、 气体等符合GB9793-1997的规定。喷砂环境相对湿度应W 80%。室
4、内 温度要求3 C,喷涂施工环境为5C -35C。(1)磨料刚玉砂或石英砂的粒度全部通过 7号筛,不能通过 45号筛, 30号筛余量不得小于 40%。(2)喷嘴入口最小空气压力 0.6MPa(3)喷枪枪口直径应采用 8mm( 4)喷枪与被喷射面的角度为 30-750( 5)喷枪与被喷射面的距离为 80200mm.(6)表面湿度不应低于露点以上 30C,环境湿度应高于50C。( 7)喷砂用的空气要经过过滤,保证不含油质,水分不超过0.3%。2、喷砂施工方法需喷铝和的钢结构均采用喷砂除锈方法,除锈标准达到Sa3级(一 级)为保证除锈效果及粗糙度,石子采用钢玉砂作为磨料,砂子必须 堆放在防雨,防潮棚内,砂子不得含有杂物和其它杂质。喷砂施工时 ,喷砂除锈机械连结调试正常后 ,在砂罐里面装满砂料 , 持枪、看砂罐人员做好准备 ,起动空压机 ,向砂罐送气 ,看砂罐人员先开 气阀,再开砂阀 ,并根据进气和出砂量的大小调整砂阀气阀 ,使其达到最 佳状态,持枪人员选好角度开始进行喷砂施工 ,每次施工完毕 ,进行自检 , 符合要求后请监理复检,通过验收后填写转序单进行下道工序的施 工。(1) 喷射处理的工
《电弧喷铝方案》由会员cl****1分享,可在线阅读,更多相关《电弧喷铝方案》请在金锄头文库上搜索。
房产赠与协议常范文(二篇).doc
22彭德怀和他的大黑骡子
房产转让还款协议格式版(7篇)
婚内离婚协议书模板(11篇).doc
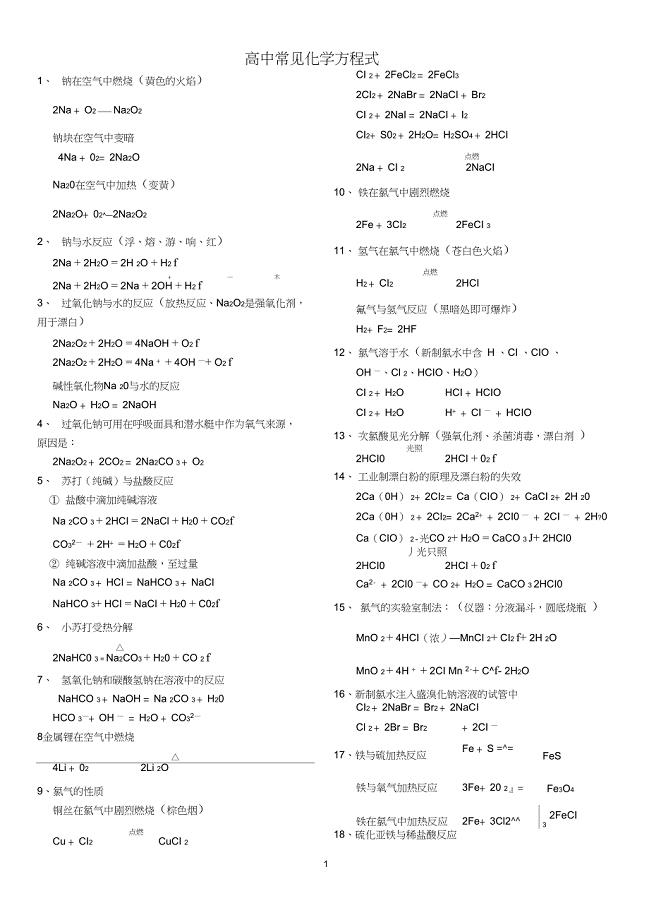
完整版高中所有常见化学方程式
简易寿险销售计划书
加拿大土地资源管理的一些特点和几个政策性的问题
班主任学期每周计划样本(6篇).doc
销售给用户周末问候语大全
关注平安珍爱生命演讲稿四篇
个人借款协议书
仓库工作人员个人工作计划与仓库工作总结与计划表汇编.doc

集体备课 光的反射
秋游活动总结3篇
电子科技大学22春《接入网技术》补考试题库答案参考35
优质高考语文试题分类汇编之语言表达运用
大学计算机基础试题及答案1
2022环保演讲稿三篇
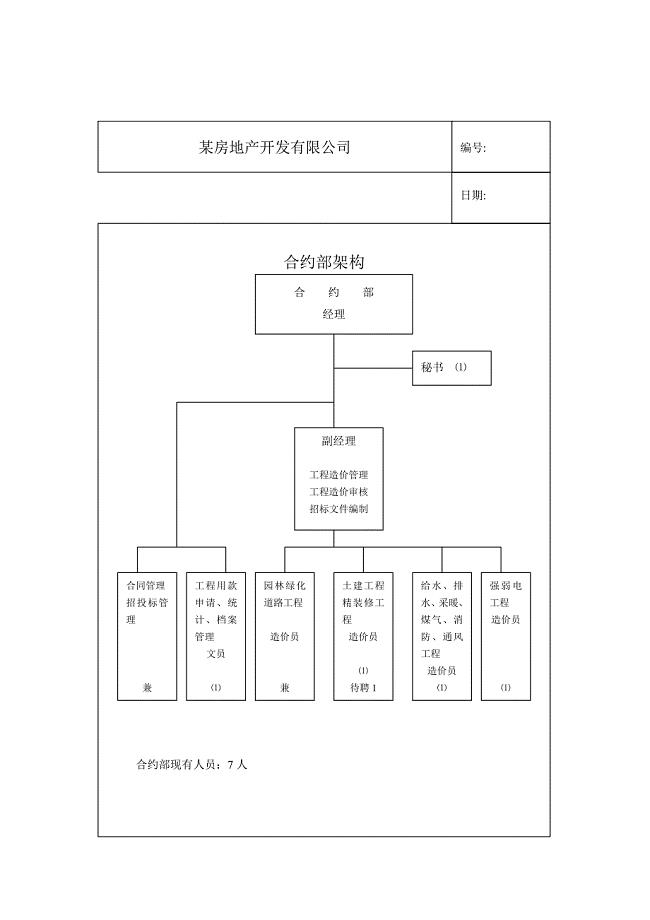
房地产开发有限公司各部门岗位职责汇编
2023年出纳员年度工作总结范本(6篇)
 2019年电信服务工作者述职报告
2019年电信服务工作者述职报告
2023-10-16 4页
2023年幼儿园发展规划方案怎么写
2022-11-08 11页
赠王主簿诗二,赠王主簿诗二谢朓,赠王主簿诗二的意思,赠王主簿诗二赏析-诗词大全8篇
2023-07-14 48页
成都租房合同
2022-12-07 3页
志愿者文化节活动策划
2022-10-26 3页
精选可爱的小表妹作文6篇(我可爱的小表妹作文)
2023-09-11 7页
2023年公司年终工作总结八篇
2024-01-02 35页
2023年实用的外科工作总结范文锦集篇
2024-03-13 31页
五好小公民事迹材料.doc
2024-03-14 4页
三项安全管理工具的应用试题
2023-01-11 6页