
焊条使用前的检验——以评定焊条的质量和使用性能一般按以下步骤
7页
1、精品范文模板 可修改删除撰写人:_日 期:_焊条使用前的检验 以评定焊条的质量和使用性能。一般按以下步骤进行: 1、焊条的进厂验收: 一般情况下应进行质量证明书核对、包装检查和焊条外观检验。 (1)核对焊条质量证明书。焊条质量证明书的内容除说明该批焊条质量符合相应焊条标准规定外,还应包括: (a)焊条型号、牌号、规格(直径和长度); (b)批号、数量及生产日期; (c)熔敷金属化学成份检验结果; (d)熔敷金属或对接接头各项性能检验结果; (e)生产厂名称与地址; (f)生产厂技术检验部门与检验人员签章。 (2)检查焊条的包装:包装是否完好,有无破损、受潮现象;检查包装上的标记内容是否齐全,是否清晰可辨;其型号、牌号、规格、生产批号、检验号、制造厂与商标等是否与质量证明书相一致。 (3)检查焊条的外观质量:是否受污染,在储运过程中是否有可能影响焊接质量的缺陷产生;识别标记是否清晰、牢固,与产品实物是否相符。 2、进行实际操作试焊: 通过试焊以评定焊条的工艺性能。 3、必要的化学成分和力学性能等复验: 应根据有关标准或供货协议的要求进行复验。如球罐使用的焊条要进行扩散氢测定。 (三)焊条
2、的保管 1、焊条保管的基本原则: (1)焊条的保管要特别注意环境湿度。空气中相对湿度和温度越高,水蒸汽分压也就越高,则药皮越容易吸湿。当空气中水蒸汽分压5mmHg时,药皮吸湿量很小,但一般建议空气中的相对湿度低于60%,并离开地面和墙壁一定的距离(约20cm)。温度以10-25为宜。 (2)分清焊条型号(牌号)、规格,不能错用。 (3)焊条运输、堆放过程中应注意不要损伤药皮,堆放不要太高。对药皮强度较差的焊条(如高强度焊条、不锈钢焊条、堆焊焊条、铸铁焊条等)更要当心。 2、焊条受潮后的明显特征: 焊条受潮后,药皮的颜色发深,焊条相碰没有清脆的金属声。 有的焊条表面长期受潮甚至反碱出现“白花”。 有些焊条表面虽然没有特殊的变化,但焊接时电弧强,飞溅增多。 3、受潮焊条对焊接工艺性能的影响: (1)电弧强烈,燃烧不稳定; (2)飞溅多,颗粒大; (3)熔深大,容易产生咬边; (4)熔渣覆盖不均匀,焊波粗糙,造成压坑; (5)熔渣清除困难,低氢型焊条的熔渣表面气孔多。 4、受潮焊条对焊接质量的影响: (1)产生焊接裂纹和气孔。焊条受潮吸收的水份在焊接电弧热的作用下,变成气体,分解出氢,致使形
3、成焊接裂纹和气孔。碱性焊条尤甚。焊条包装时用聚乙烯塑料袋封口,也不能保证长期的彻底防潮。 (2)力学性能各项指标偏低。 5、现场检查焊条受潮情况的简易方法: (1)检查焊条的包装情况,包装破损,焊条吸潮肯定严重。 (2)检查焊条的制造日期,制造后长期存放的焊条表面容易出现白霉状的斑痕。 (3)将几根焊条放在手中滚动,吸潮后的焊条失去了清脆的金属声。 (4)取一根焊条微弯10-15度,如果弯曲时发出明显的脆裂声音,则说明焊条比较干燥。 (5)取一根焊条竖着落地,观察其弹跳力,干燥的焊条弹跳力较好,回弹较高。 (6)将焊条接入焊接回路中短路数秒种,如果药皮表面有水蒸汽出现,则是不干燥的焊条。 (7)取一根焊条直接进行试焊,若是受潮的焊条,在焊接过程中会有药皮爆裂或药皮成块脱落现象,并产生较多的水汽。 (8)观察焊芯端部表面,看是否有锈迹。 (9)取一束焊条,用肉眼检查:如果药皮表面有黑斑存在,则表明焊条内部的焊芯已锈蚀。也可敲掉药皮,直接检查焊芯是否锈蚀。 (10)在焊接操作过程中检查,受潮焊条的工艺性能会出现下列变化: 同一电流值时,电弧吹力变大,熔深增加; 飞溅数量增多,颗粒变大; 对
《焊条使用前的检验——以评定焊条的质量和使用性能一般按以下步骤》由会员壹****1分享,可在线阅读,更多相关《焊条使用前的检验——以评定焊条的质量和使用性能一般按以下步骤》请在金锄头文库上搜索。
油牡丹萃取加工项目商业计划书写作参考
学校安全隐患整改制度标准版本(8篇).doc
暑假学游泳日记4篇(自学游泳日记)
心中的彩虹记叙文
如何建立更强大的董事会
最新资金安全协议文档
内部消防交通安全管理制度

2023年崔家中学中考体育考试安全应应急预案_体育中考安全应急预案
二年级下册数学期末模拟检测
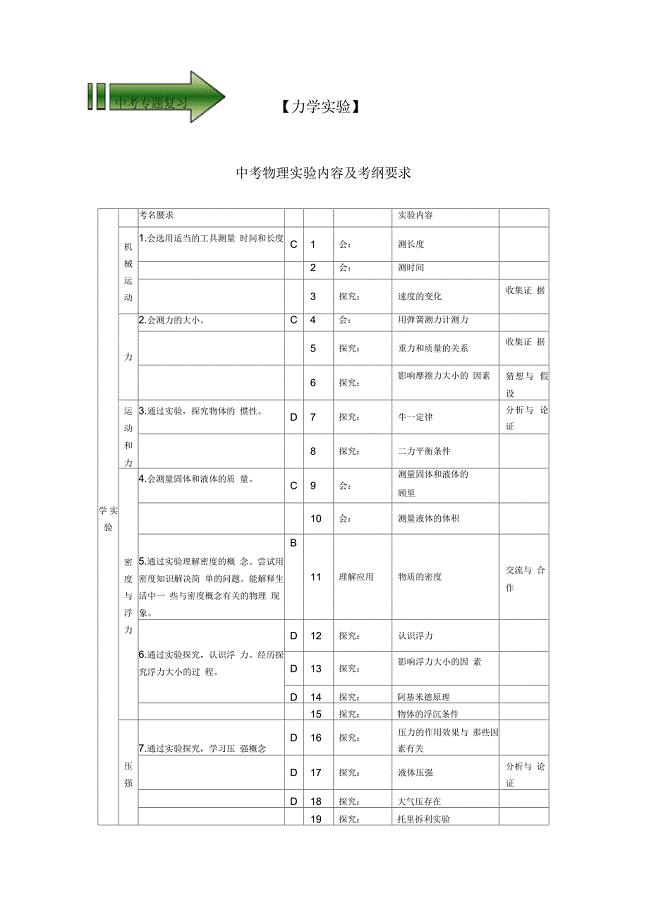
中考物理力学实验复习专题讲座
特种合成蜡项目可行性研究报告模板立项审批
医院办公室管理制度(五篇).doc
2011年-纪检监察工作-汇报材料
2023年白酒业务员年度工作计划标准版(二篇)
2023年山东省聊城市莘县朝城镇武庄村社区工作人员考试模拟题及答案
好用的初一开学作文汇编10篇
砌体工组施工安全协议书标准范文(二篇).doc
2023年年街道双拥工作总结2篇范文
客服部个人的工作计划范文(三篇).doc
怎样帮助自己更好的学习网络课程
 实习生自我鉴定范文集合8篇二
实习生自我鉴定范文集合8篇二
2023-02-18 15页
服务行业2023工作总结(4篇).doc
2022-11-19 8页
投标文件格式概述
2023-05-24 35页
节能宣传周活动总结标准版(4篇).doc
2022-11-19 8页
校园安全教育的活动总结范本(8篇)
2024-02-12 17页
网页设计师工作总结(三篇).doc
2024-01-16 7页
职称个人工作总结标准样本(4篇).doc
2023-09-23 9页
如何建立更强大的董事会
2023-03-04 23页
2023销售经理年终总结范本(2篇).doc
2023-12-23 4页
合同范本下载地址
2024-02-19 8页