
高炉车间卷扬上料岗位职责
12页
1、高炉车间卷扬上料岗位职责一、设备参数及技术性能料车容积6.5m、8.5m立方米,双料车上料料车卷扬机(2台)正常卷扬能力90KN;最大卷扬能力120KN卷扬速度2.44m/s;卷筒直径1500mm总传动比45;钢丝绳最大行程80m(7-10#高炉)、180 mm(11-14#高炉)钢丝绳最大直径34mm(7-10#高炉)、38 mm(11-14#高炉)变频调速三相电动机YTG335L-8 功率220kw(7-10#高炉)、功率315kw(11-14#高炉)焦炭振筛技术参数振筛型号:YZO-20-6筛面面积:1.51.7处理能力:130t/h 入料粒度:60mm配用电机 型号YZO-20-6(2台) 功率:21.5kw筛孔尺寸:18mm 激振器:XYJZ-100-6(1台)矿石振筛技术参数振筛型号:2BTS-1330筛面面积:1.41.7处理能力:150t/h 入料粒度:80mm配用电机 型号Y132M1-6(1台) 功率:14.0kw 电压380V筛孔尺寸:上层5mm 下层3.5mm 激振器:JZ30-6-5-32(1台)振动给料机技术参数入料粒度:100mm 给料能力:100t/h配
2、用电机 型号Y20-10-4(2台) 功率:20.55kw 电压380V炉顶设备PW式无料钟炉顶:工作压力0.03-0.20Mpa,料罐容积17立方米(7-10#高炉)21立方米(11-14#高炉)二、准备: 认真检查交接班记录,核对料单是否正确,检查各机电设备、皮带运转情况,搞好现场室内卫生,发现设备隐患要及时处理并汇报有关人员。三、工作:1、核对料单1.1检查记录,并对照微机料单和电子秤的显示进行核对,防止出现误差。1.2同值班室核对料单,并查看所称料的体积。1.3认真填写料单,防止出现误差。1.4料批由一个焦批和一个矿批组成,最大车次4车,自动时根据料单内容进行提前备料。1.5设定值是根据值班工长变料要求的具体情况计算后填入,焦炭称量设定值为干焦值,焦炭的水分值为人工设定,备料的补偿值均由计算机自动完成。1.6各种料的补偿均按称斗进行补偿,原则是上一称斗的称量误差由下一称斗进行补偿,焦炭进行误差补偿同时进行水分补正,当出现误差较大时,要有几批连续补偿。2、备料2.1矿斗称量控制,排料指令发出,矿斗闸门开好,料排出,当料空且闸门关好,称量零位校正无异常,烧结矿振筛开始运转,并称量,
3、称量达到设定值95%(可调,是停机后提前量),称量结束,达到105%发出报警信号。2.2备料,根据预先选定的装料程序,矿中间斗空且闸门关好,矿石皮带起动开始排料。2.3矿中间斗称量控制与杂矿称量控制相似。2.4焦炭称量控制,焦炭称量控制与矿中间斗称量相类似。 2.5碎矿皮带机与矿振筛连锁,任一矿振筛启动,提前2秒启动碎矿皮带,振筛停,碎矿皮带延时一段时间停止转动,启动时先启动2#碎矿皮带,然后启动1#碎矿皮带,停止时先停1#再停2#。3、装料3.1料车到达料坑底部,发出料车到位信号,称斗闸门开启,斗空且闸门关好后发出允许料车上行信号,在斜桥分歧轨道分歧点设有料车检查点,每批料中矿石或焦炭的第一车料在检查点检查上密封阀是否关好,若未准备好,料车停止,待条件满足后方能完成上料过程。3.2装料时监视装料情况,监测输入重量值,一旦达到控制值(若大于控制值则发生上限报警)则发出停机和料满信号,当停止备料,待称量值稳定时进行满值计算,放料时监视放料情况,料空时发料空信号,稳定满值计算,入炉量计算和称量补偿计算。3.3发生卡料,需停车处理时,切掉料车零压,将称量斗的开关调到手动位置,打开闸门进行处理
4、,同时通知值班工长。 3.4俩人以上进入料坑观察卡料情况,用铁锨或棍子将料处理下。处理卡料时不准用手直接伸入称斗内,防止闸门关伤人。等卡料处理好后,方可关闭闸门,通知卷扬走车,称量斗控制恢复自动。3.5在处理小斗积料时,选用铁锨或钎子将料投下,如需进行称斗处理,一定通知值班人员,切断动力电源,并挂牌后,方可进入称斗并系好安全带,通知值班人员开启皮带,打开闸门,用锨或镐把称斗内的积料处理干净,人出来后合上动力电源,通知值班人员方可备料。4、自控部门一般故障检查4.1自动是否有输出。4.2是否有选信号。4.3微机控制是否打到自动位置。4.4称量斗是否有料空信号。4.5振筛自动不振,检查碎矿皮带是否启动。5、其它故障情况检查5.1 碎矿皮带不启动.5.1.1微机控制是否打到自动位置.5.1.2自动是否有输出.5.1.3程序是否备矿.5.1.4机旁操作箱事故开关是否复位.5.2.称量斗闸门不开.5.2.1程序是否有输出. 5.2.2称量斗是否料满.5.2.3相应成品带是否开启5.2.4机旁操作箱事故开关是否复位.5.3中间闸门不开. 5.3.1程序是否有输出.5.3.2中间斗是否料满.5.3.
《高炉车间卷扬上料岗位职责》由会员桔****分享,可在线阅读,更多相关《高炉车间卷扬上料岗位职责》请在金锄头文库上搜索。

服装企业市场营销计划书(七篇).doc
装修合同精编版(3篇).doc

酒水销售公司管理制度
工程合作协议样本(三篇).doc
2023年云南省保山市施甸县太平镇地理村社区工作人员考试模拟题及答案
凿井施工组织设计
220千伏坦界输变电工程安健环管理策划施工方案范本
会计基础试题及答案财务处理程序
2023年关于种植合同合集6篇
消防安全教育活动心得总结(2篇).doc
2022年广西省安全员C证资格考试题库及模拟卷含参考答案40
环境协议书作文
2023年天津市宝坻区口东镇大张村社区工作人员考试模拟试题及答案
缆索护栏介绍

关于离婚协议书常样本(7篇)
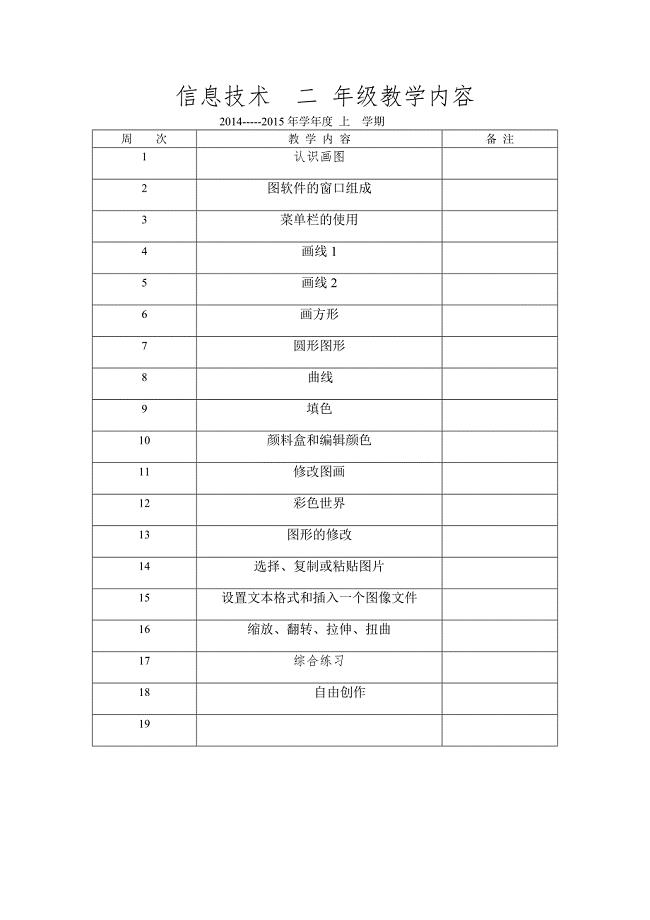
沈阳出版社二年级信息技术上册教案
专业求职信3篇

人员评估及发展计划
精装修房屋租赁合同标准样本(8篇)
《称象》教学设计
 生物质电厂建设项目竣工文件整理移交实施细则(已整理完)
生物质电厂建设项目竣工文件整理移交实施细则(已整理完)
2023-03-02 100页
高压鼓风机电气知识培训
2023-08-30 5页
国有企业党支部党务规章制度
2023-11-20 6页
水泥生产工艺过程质量控制标准及考核办法.doc
2022-09-18 9页
乡镇新农合工作自查自纠报告
2023-05-18 7页
金海中学寒假作业答案
2022-08-27 23页
幼儿园教职工大会制度
2022-11-16 4页
小学语文五年级下册《宝黛初会》精品教案(四篇)
2023-03-31 25页
防腐木施工方案
2023-07-19 5页
智优软件有限责任公司创业计划书
2023-03-17 101页