
课程设计基于PLC的材料分拣系统设计
50页
1、分拣系统课程设计 班 级:理工09-1班 姓 名: 宋燮 学 号 : 22091167 指导教师: 崔吉 摘 要 PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受恶劣的环境,因此,在工业上优于单片机的控制。PLC将传统的继电器控制技术、计算机技术和通信技术融为一体,专门为工业控制而设计,具有功能强、通用灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功耗低等一系列优点,因此在工业上的应用越来越广泛。 本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器( PLC) ,设计成本低、效率高的材料自动分拣装置。以PLC 为主控制器,结合气动装置、传感技术、位置控制等技术,现场控制产品的自动分拣。 系统具有自动化程度高、运行稳定、精度高、易控制的特点,可根据不同对象,稍加修改本系统即可实现要求。关键词: 可编程控制器,分拣装置,控制系统,传感器目 录摘 要I目录II绪 论1第1章 材料分拣装置结构及总体设计31.1 材料分拣装置工作过程概述31.2 系统的技术指标41.3 系统的设计要求4第2章 控制系统的硬件设计62.1 系统的硬件结构62.2
2、 系统关键技术62.3 检测元件与执行装置的选择10第3章 控制系统的软件设计183.1 控制系统流程图设计183.2 控制系统程序设计19第4章 控制系统的调试254.1 程序的模拟调试254.2 程序的现场调试254.3 系统调试264.4PLC的抗干扰系统 28结 论32展 望33结论34参考文献35附 录3646绪 论PLC是从20世纪末发展起来的一种新型的电气控制装置,它将传统的继电器控制技术和计算控制技术、通信技术融为一体,以其显著的优点正被广泛地应用于各种生产机械和生产过程的自动控制中。可编程控制器以微处理器为核心,综合计算机技术、自动化技术和通信技术发展起来的一种新型工业自动控制装置。应用PLC技术是当今世界潮流,必将对生产、科研和社会生活等诸多领域产生巨大而深远的影响。目前世界上,生产和研制PLC的大公司很多,有代表性的是日本的欧姆龙公司,德国西门子、美国的AB公司,都处于世界的领先水平。总的来说,我国从1974年开始研制PLC,1979年开始应用于工业,并且发展很快,已取得了很大的成绩,但是与世界研制和应用水平较高的国家相比还有很大的差距。随着社会的不断发展,市场的
3、竞争也越来越激烈,因此各个生产企业都迫切地需要改进生产技术,提高生产效率,尤其在需要进行材料分拣的企业,以往一直采用人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差。而物料分拣采用可编程控制器PLC进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率.而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料实物流、物料信息流的分配和管理.其设计采用标准化、模块化的组装,具有系统布局灵活,维护、检修方便等特点,受场地原因影响不大。同时,只要根据不同的分拣对象,对本系统稍加修改即可实现要求。 分拣是把很多货物按品种从不同的地点和单位分配到所设置的场地的作业。按分拣的手段不同,可分为人工分拣、机械分拣和自动分拣。随着社会的不断发展,市场的竞争也越来越激烈,因此各个生产企业都迫切地需要改进生产技术,提高生产效率,尤其在需要进行材料分拣的企业,以往一直采用人工分拣的方法,致使生产效率低,生产成本高,企业的竞争能力差,材料的自动分拣已成为企业的唯一选择。针对上述问题,利用 PLC 技术设计了一种成本低,效率高的材料自动分拣装置,在材料分拣过程中取得了
4、较好的控制效果。目前自动分拣已逐渐成为主流,因为自动分拣是从货物进入分拣系统送到指定的分配位置为止,都是按照人们的指令靠自动分拣装置来完成的。这种装置是由接受分拣指示情报的控制装置、计算机网络,把到达分拣位置的货物送到别处的的搬送装置。由于全部采用机械自动作业,因此,分拣处理能力较大,分拣分类数量也较多。物料分拣采用可编程控制器PLC 进行控制,能连续、大批量地分拣货物,分拣误差率低且劳动强度大大降低,可显著提高劳动生产率。而且,分拣系统能灵活地与其他物流设备无缝连接,实现对物料实物流、物料信息流的分配和管理。 其设计采用标准化、模块化的组装,具有系统布局灵活,维护、检修方便等特点,受场地原因影响不大。同时,只要根据不同的分拣对象,对本系统稍加修改即可实现要求。PLC控制分拣装置涵盖了PLC技术、气动技术、传感器技术、位置控制技术等内容,是实际工业现场生产设备的微缩模型。应用PLC技术结合气动、传感器和位置控制等技术,设计不同类型材料的自动分拣控制系统。该系统的灵活性较强,程序开发简单,可适应进行材料分拣的弹性生产线的需求。本文主要介绍了PLC控制系统的硬件和软件设计,以及一些调试方法
《课程设计基于PLC的材料分拣系统设计》由会员新**分享,可在线阅读,更多相关《课程设计基于PLC的材料分拣系统设计》请在金锄头文库上搜索。

中医针灸学习心得总结
仙剑奇侠传3超完美全攻略
保定特效灯具项目建议书参考模板
化工厂安全生产应急预案
家长的几种境界
银行员工试用期转正总结(银行转正工作总结1500字)
VIW虚拟因特网教室
2022年高中历史 中国古代史周练2 大纲人教版
平凡的世界读后感1000字左右.doc
2022公司员工入职转正工作总结
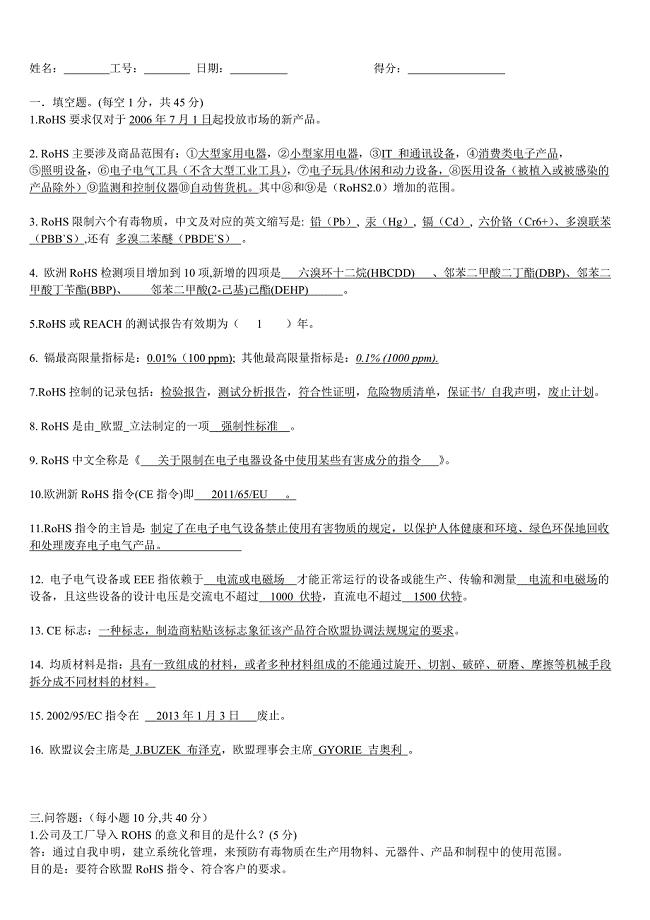
RoHS知识培训考核试题及答案
公司行政年终工作总结最新5篇
房屋出租的合同范本(四篇).doc

建筑细部处理做法
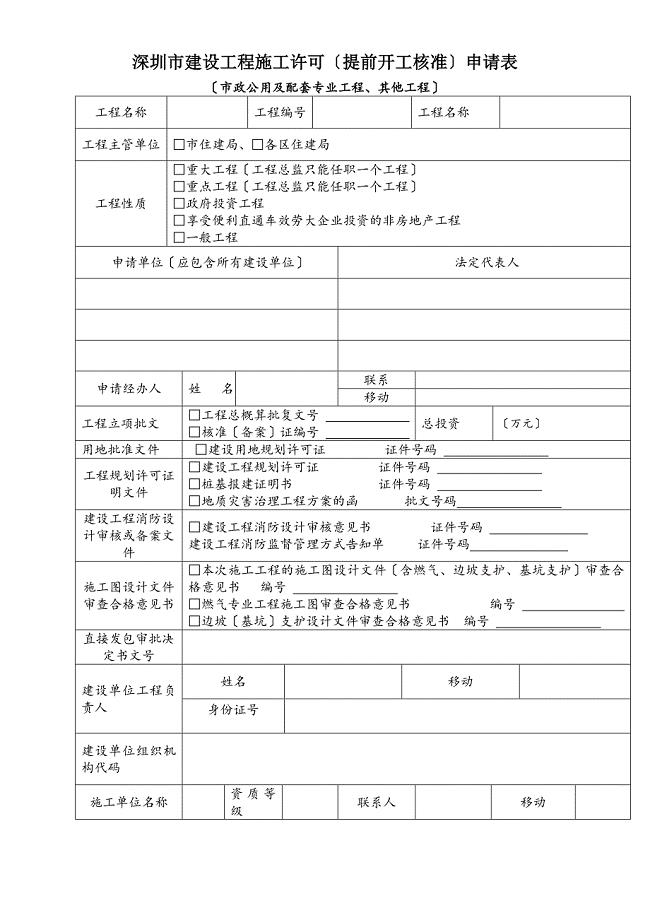
【申请】深圳市建设工程施工许可提前开工核准申请表
古代诗歌常用的写景手法
护士自我判定模板
142有理数的减法(1)
2023年广东省茂名市电白区黄岭镇东华村社区工作人员考试模拟题及答案
微机控制与接口技术形成性考核册答案
 工程地质实习心得体会
工程地质实习心得体会
2023-12-03 22页
教务主任述职报告1000字
2023-01-22 2页
(精品)关于实施创新驱动战略加快建设
2022-11-24 20页
关于小学生晨读有感五篇
2022-12-24 8页
爱的教育读后感300字精选范文
2023-05-18 7页
2023生活部述职报告集合15篇
2022-11-08 40页
某房产项目公司的财务管理制度
2022-08-18 9页
建筑地面工程施工质量验收规范
2022-10-30 53页
油气电合建站项目建议书写作参考范本
2023-03-03 65页
会飞的教室读后感_3.doc
2023-07-30 2页