
焊接夹具的设计
38页
1、焊接夹具设计要求概述焊接工艺装备主要包括:焊接设备、焊接夹具、焊接辅具、制件输送机构等。其中,焊接设备属于通用设备,如:悬挂点焊机、机械手、机器人、CO2焊机、固定焊机、凸焊机等均可以采购到。制件输送机构现已有几种相对固定的模式,结构具有一定的通用性,在设计过程中只要能满足起升高度、运行速度、运行到位精度、生产节拍等工艺要求,侧重处理好动力源的选择极其结构件尺寸确定等方面情况即可。只有焊接夹具和焊接辅具直接与制件接触,由于车身形状复杂、刚性差、易变形,夹具的定位方案及结构因中、轻、轿、重各类车型特点不同而千差万别,且空间位置关系复杂,精度要求高,设计制造难度大,所以,焊接夹具设计水平的高低,是焊接技术发展的关键环节。焊接夹具整体通用要求:(1)保证产品的形状和尺寸精度符合图纸和技术条件要求。在装配时,夹具必须使被装配的产品获得正确的定位和可靠的夹紧,并且在焊接时它能够防止焊件产生变形。(2)夹具结构应具有开敞性;结构应简单,维修应容易,应尽量采用标准化夹具元件;定位、夹紧结构尽可能采用方便调整的装配形式,可采用定位销和螺钉紧固连接,中间用垫片进行调整;对易磨零件便于更换。(3)应使装配
2、焊接工作在最有利的状态下进行;(4)夹具要有足够的刚度,且重量要轻,在夹具上,凡是受力的各种器件,都应具有足够的强度和刚度,它足以承受重力和因焊件变形所引起的各个方向的力。在保证强度与刚度的前提下,应轻巧灵便;(5)产品的定位可靠、夹紧应迅速,从夹具中取出产品要方便,夹具应使装配和焊接过程简化,操作程序合理;产品装上或卸下相当方便,不受夹具上的各种器件干涉,也不被夹具卡住而无法卸下;(6)满足生产纲领的要求。以下对焊接夹具设计的技术要求进行规定。一、设计依据1、以白车身产品三维数学模型、产品图纸、产品技术要求及焊接设备资料以及与输送线及相关工艺装备匹配参数或与焊装设计有关的工艺参数和图纸进行规范化、模块化设计和制造。2、焊接设计方案由设计部门(设计审核员、主管设计员、设计员)拟定,经使用单位工艺部门(工艺员和有关人员)确认会签后方可投入制造。3、焊接夹具应满足工艺提出的定位、夹紧及焊接操作要求。二、设计通则1.夹具设计的使用寿命大于10年。2.焊装夹具设计采取模块化方式,按照装焊工艺图进行,以满足焊接工艺要求,夹具设计图画法符合国家制图标准。3.夹具本身必须有良好的制造工艺性和较高的机
3、械效率。夹具设计应保证标准化、通用化、系列化,以提高焊装生产线的可维护性。4.夹具设计要求采用三维软件进行实体设计,所有零件(包括标准件)均应该在三维实体上体现。所有运动部件均应示明起始和终止极限位置,并做运动分析。如图1打开位置图15.实体设计方案指导见详细说明:实体设计方案Server8jszx付昕亮产品技术部培训教材20060817焊夹设计方案 付昕亮6.总成及分总成夹具,采用产品数模给定的坐标系、定位孔、定位面及辅助定位面,要求符合定位基准一致性原则,以减少定位误差。应尽可能采用孔定位,如果不能实现,可采用外型面定位,尽量不选外形复杂的曲面。同时具有良好的协调性,制造依据和制造方法能保证夹具前后工序之间相互协调、夹具定位压紧件与零件之间相互协调。7.夹具中定位销、L座、非加工件尽量采用标准化和系列化的部件,保证其良好的互换性;夹具基座及L板材质选用钢材焊接而成,其余定位销、受力面要采用45材质并热处理等方法保证其强度和耐磨性,以保证支撑面使用寿命要求。8.定位支撑面作为标准件进行设计,所有定位面必须与固定气缸的过渡板分体设计,双向可调应采用单方向独立调整结构,避免双向可调在一个
4、块上进行。图2。为了保证定位支撑面使用寿命要求,每个定位面必须进行热处理来增加耐摩性。避免使用此类似机构 图29.夹具在设计过程中必须考虑维修复原性及保证组装后便于识别,每个定位块、夹紧块在明显处打印件号,同时在定位单元上打印部件号。10.为保证夹具精度,对于主定位销不允许通过三坐标检测后加减垫片来保证精度;定位块、夹紧块要具有可调性。夹紧器的连接销轴处必须设计衬套,采用无油润滑衬套。见图3调整垫片衬套 图311.夹具设计须使被装配的零件或部件获得正确的位置和可靠的夹紧,并且在焊接时它能够防止焊件产生变形。12.夹紧单元要灵活、可靠、拆卸方便,夹紧力适中;夹紧应一次到位,不能碰伤及损坏零部件。气动夹紧时,应有补偿的夹紧行程,合理的夹紧力以不破定位的稳定性及不损坏制件表面为原则。手动夹紧器应选择合理的夹紧力,以不破坏定位的稳定性以及不损伤制件表面为原则,并具有自锁性能。13.与车身外表面接触的定位块,采用聚氨脂块,以保护工件表面,防止将表面件划伤;外表面有焊点的部位,应采用活动铜垫板,其有效板厚不小于10mm,以保证焊接质量。见图4电极板钢件聚胺脂 图414.夹具要有足够的刚度、强度,防
《焊接夹具的设计》由会员re****.1分享,可在线阅读,更多相关《焊接夹具的设计》请在金锄头文库上搜索。
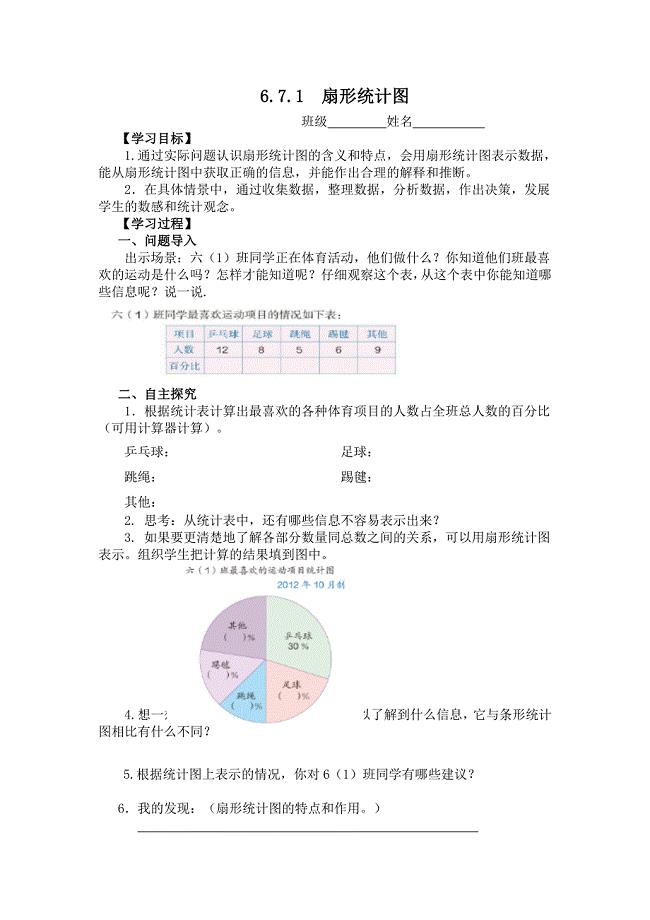
人教版小学数学六年级上第七单元扇形统计图学案.doc
有关2022护士节优秀演讲稿(汇编13篇).docx
会计毕业求职信
户养奶牛高产高效生产技巧
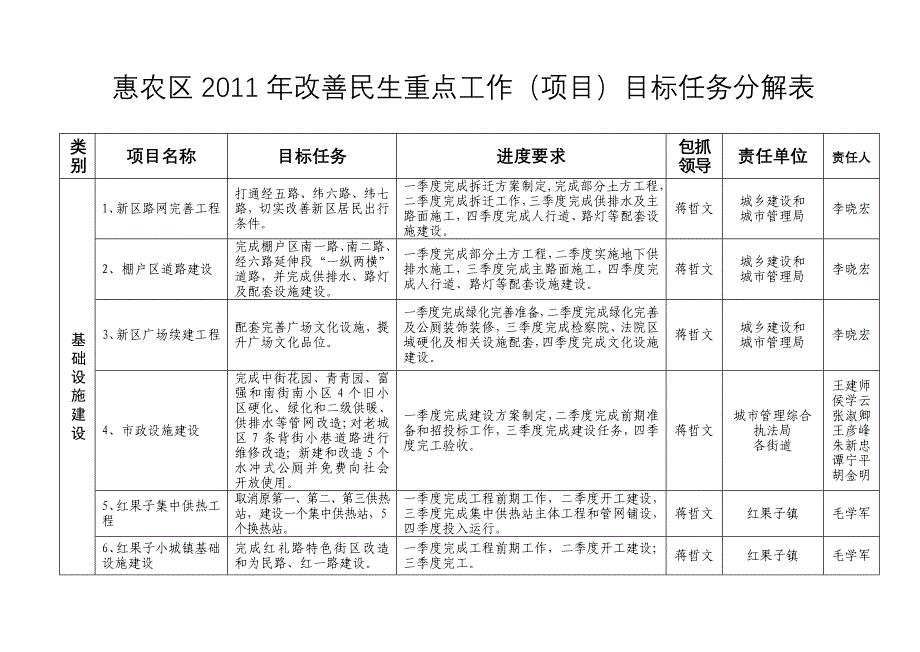
惠农区改善民生重点工作项目目标任务分解表
事业单位安全生产月活动小结范文.docx
第二阶段【作业表单】教师个人本项目计划参考表单(班建芝).doc
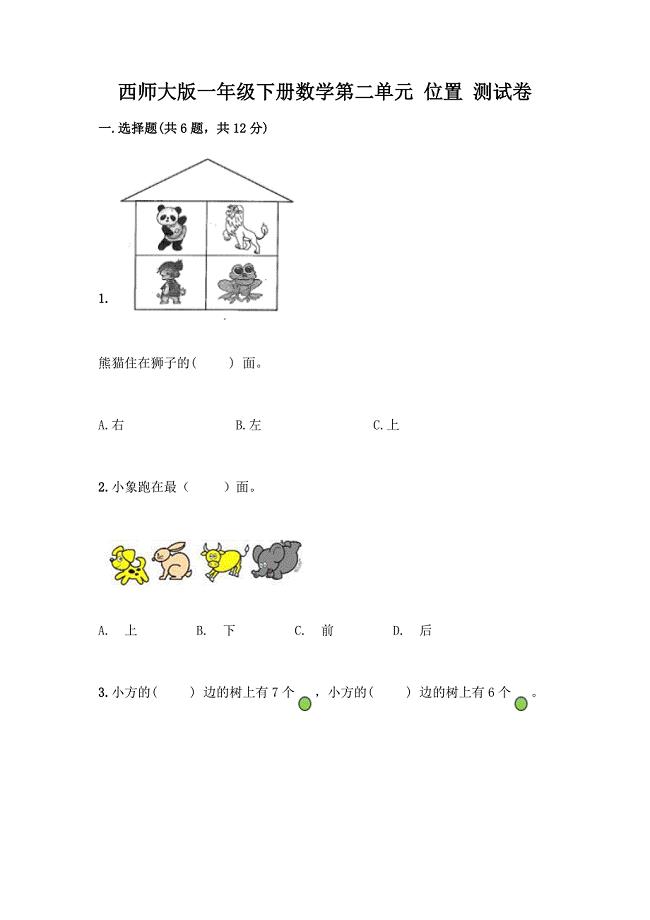
西师大版一年级下册数学第二单元-位置-测试卷附参考答案【突破训练】.docx
口语-不查字典可能会弄错的一些英语表达.docx
《剪纸中的阳刻和阴刻》教学反思
课题3元素课堂检测作业.doc
初中阅读教学目标的有效设计获奖科研报告论文.docx

2022年小学二年级期末考试试卷.docx
我当小监考老师
小学数学五年级下册教学计划范本(4篇).doc
浅谈英语教学中形成性评价的优势.docx
我的高三感悟.doc
团支书年度工作总结范文(汇编12篇).docx

高中正能量议论文三篇.docx
林地转让协议书.doc
 精选授权托付书模板汇编7篇
精选授权托付书模板汇编7篇
2023-11-04 13页
大学生科技创新月活动策划书范本
2022-10-04 11页
谈谈如何成为一名好教师.doc
2023-05-16 7页
六年级语文教案——《枫叶如丹》教案1
2022-12-29 8页
精选升学宴主持主持词汇总9篇
2023-05-01 22页
河北省抚宁县第六中学2013-2014学年高二英语 主谓一致(一)学案
2022-09-13 2页
2023年公务员学法用法知识考试题库
2023-05-09 37页
小班健康小脚找朋友教案反思
2022-10-06 5页
中级财务会计复习题
2023-12-13 11页
房产材料设备进场交底单
2022-11-06 2页