
精密线切割加工中工件余留部位的处理
3页
1、精密线切割加工中工件余留部位的处理0引言 近年来,随着高精度、主硬度和高复杂度模具的发展,电火花线切割加工越来越 引起们的重视。目前,各种NC电火花线切割机在现代模具制造中正发挥着越来越大的作用 。 由于电火花线切割机把作为工具电极的线电极(通常采用0.1-0.3mm铜丝)接在负极,把被加工件接在正极(图1),当两极间施加一定电压时,介于间隙中的电解液便产生放电现象,利用瞬时高温,使被加工部位材料剥离与汽化,因而它可加工各种常 规机械加工方法难以加工的材料,同时,由于线电极不断地边移动、边加工,样即使线电极发生损耗,也能连续补充,因此能提高加工精度。正因为电火花线切割机具有这样突出的优点,所以电火花线切割机不仅用于穿透形冲裁模加工,还可用于特种零件和工具电极的加工,其需求量已超过电火花成型机两倍,成为特种电加工的主力装备。 随着世界范围内模具工业新技术、新材料和新工艺的发展,为了增强模具的耐磨性,人们广泛使用各种高强度、高硬度和高韧性的模具材料,这对提高模具的使用寿命极为有利,但它 给电火花线切割工件余留部位加工后所带来的技术处理造成不便。笔者在教学、科研和生产实践中发现,要实现模具高
2、表面精度和高生产效率的要求,就必须尽可能减少线切割后的加工工作,而这就决定了人们不能采用一次性线切割加工方式而应该采用多次性线切割加工方式来处理工件余留部位的加工问题,这样才能保证工件余留部位的表面质量和表面精度。特别对于高硬度、高精度和高复杂度、且加工表面为非平面的小工件来说,采用多次切割加工的方法处理工件余留部位的切割任务显得更为重要。 1 处理方法与技巧 对于线切割工件余留部位切割的多次加工,首先必须解决被加工工件的导电问题 ,因为在高精度线切割加工中,线电极的行走路线可能需要沿加工轨迹往复行走多次,才能保证被加工工件具有较高表面粗糙度和表面精度,这时线切割加工是靠工件余留部位起到导电作用以保障电加工正常进行。但在进行工件余留部位的切割加工时,若第一次切割即切下工件余留部位,将会导致被切割部分与母体分离,以致导电回路中断,无法进行继续加工,所以从线切割加工的条件性和延续性考虑,必须使工件余留部位即便在多次切割的情况下也能保持与母体之间正常导电的要求。 为了实现上述目的,笔者力图营造人为环境和条件来满足导电要求,即当工作人员在操作电火花线切割机遇到指令MOO切割工件余留部位时,可采
《精密线切割加工中工件余留部位的处理》由会员pu****.1分享,可在线阅读,更多相关《精密线切割加工中工件余留部位的处理》请在金锄头文库上搜索。
2021广告制作合同协议书
某大学体育馆工程施工方案电气安装工程
关于给老师的道歉信集锦十篇
高三副班主任工作总结(五)(2篇).doc

新版大学生实习总结:铣工操作实习
2021年12月华南师范大学附属湛江学校2021年面向全国诚聘2名副校长模拟卷第8期
农技推广综合知识试题及答案
商务礼仪——商务礼仪与职业形象—沈清仪
河南省中考数学复习题平均数1自助餐无答案
新华东师大版九年级数学下册27章圆27.3圆中的计算问题圆锥的侧面积和全面积教案24

上海交通大学医学院附属瑞金医院工作人员招考聘用押题卷(第8版)
长沙烟气处理设备项目可行性研究报告(DOC 55页)
欢庆圣诞节活动总结(3篇).doc
西区西城中路10米桥工程
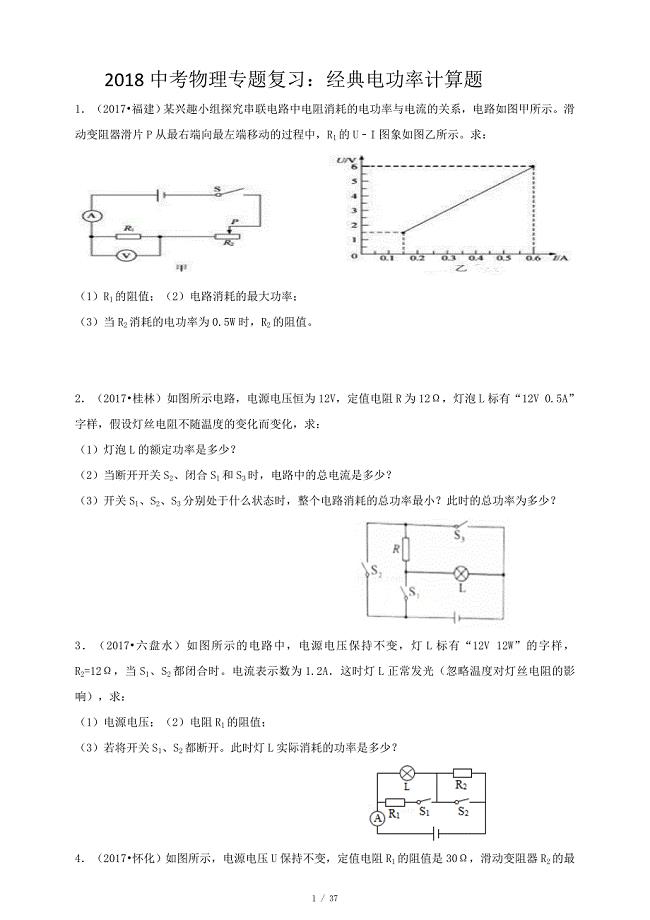
2018中考物理专题复习:经典电功率计算题
gsp兽药店上墙制度
中国医科大学2022年3月《医学免疫学》期末考核试题库及答案参考2
火焰纹章系列金手指
”我阳光,我快乐“主题班会
冲压锻打配件项目资金申请报告写作模板-代写定制
 综合电子设计驻极体话筒放大电路
综合电子设计驻极体话筒放大电路
2023-01-19 20页
2023演讲比赛的自我介绍汇编六篇
2022-07-19 6页
2023年《香喷喷的月饼》教案(多篇汇编)
2022-09-25 19页
2021广告制作合同协议书
2022-09-21 24页
关于给老师的道歉信集锦十篇
2023-10-11 16页
北京某基地扩建项目研发楼外幕墙装饰工程施工组织设计(幕墙安装)
2023-09-11 190页
2023年今天大扫除
2022-12-23 7页
联纵智达钱江啤酒—“中华豪情”活动实施方案
2023-10-14 5页
英语四年级下册教学计划
2022-12-20 53页
有关给员工的感谢信模板汇编8篇
2023-01-06 11页