
软袋膜常见问题分析
5页
1、非P V C膜软袋大输液生产线正常生产中常见问题和解决办法国内现有非膜软袋大输液生产线约一百多条, 在使用过程中出现了这样那样地问题, 影响了正常生产, 我就生产过程中常遇到地一些问题及解决方法与大家共同研究并将方法与大家一起讨论:一、软袋试生产时微粒超标及澄明度问题所有影响均不超过五种因素,人,机,料,法,环.人地影响.由于新员工自身及洁净服清洁消毒不彻底带来影响 .由于人员数量多带来影响,由于操作幅度大带来影响,操作动作不标准带来影响.解决方法:严格遵循相关清洁,严格按文件控制进入洁净区人员,严格按操作规程及相关文件操作.文档来自于网络搜索 机 .由于设备磨合产生金属以及其他微粒,产生影响,由于设备运行不正常造成卡阻,产生微粒尘埃.由于处理故障,维修造成地污染,设备正常运行产生一定地影响和污染.解决方法:按设备清洁维修相关文件操作, 设备运行时间严格控制, 不过度延长设备运行时间,不让设备带病运行,出现问题查找原因,及时处理.文档来自于网络搜索 物料地污染.进入洁净区地物料,经外清(传递窗)拖外包,进行酒精消毒进入,不储存过多地物料. 法 .工艺及操作法严格验证,确定其污染程度,并
2、采取相关设施措施和方法 .环 .环境空调地净化. 浮游菌,沉降菌,尘埃粒子,测试验证确保其效果,静态动态测试比较.总之, 各个因素都有一定地影响, 只有将各种因素地影响都降低到最低程度, 才能保证最终效果 .二、软袋生产中地塑屑问题. 产生地原因 . 包材本身所带有地,设备运行中产生地, (分膜刀,夹子 ,取袋杆,灌装头,去接口,盖处) .文档来自于网络搜索. 方法 . 包材减少装卸次数,包装最好为真空包装,纸箱有强度有支撑力,内部双层包装. 调整送盖轨道接口轨道,振荡筛,同步带卡子位置,胫热合位置.取袋伸缩杆光滑,取盖头,灌装头各部位位置对正,借触面圆滑,表面光洁,无倒角.在上接口位置及定位停顿位置加离子风吹,真空吸收.文档来自于网络搜索三、软袋生产渗漏问题接口与膜焊接处出现渗漏现象.主要原因及解决方法如下:. 包材影响 .更换不同厂家地接口时出现较多渗漏现象, 这主要是接口本身不符合要求, 造成焊接不良.由于模具不同不同腔注塑尺寸有差异,焊接时造成影响最好选用单一厂家,固定磨具生产地,或专线专用.更换不同厂家接口时,一定要先作充分试机,同时要根据接口焊接性能不同,调整焊接地温度及时
3、间.文档来自于网络搜索焊接参数改变引起.主要是温度、时间设定值不合适,造成焊接不良.出现这种情况时,应及时将焊接参数调整过来.文档来自于网络搜索设备焊接位置要正,间隙合理,胫热合约在丝左右,接口预热充分,其温度135左右,以正常生产不粘模具为准,制袋模具及胫热合模具表面,特氟龙完整平滑,无粘连物, .热合膜焊接面上粘有熔化物,造成模具传热效果差,导致焊接不良.出现这种情况时,应及时将粘在模具上地熔化物清除,保证焊接模具于净,从而保证焊接效果良好.文档来自于网络搜索防止传递热量不均及缓慢,盖接焊表面不应有料液、水等, 防止损失温度及其他物质造成焊缝, 压缩空气气压须稳定, 振荡筛送气单设, 保证模具气压恒变, 设单向筏保证气压不高,传递温度地感温探头和温控仪, 以及信号线, 应充分专用累计时间,防止因老化, 而引起感温不灵敏或不准确, 考察探测地最小分度值及误差确定, 显示温度与实际温度地差别, 因为整个模具地温度与显示地加热管和探头地温度有差异, 而生产速度地快慢与温度地补充和流失有关系,速度快,温度流失快,实际温度应比显示温度低,反之异然.文档来自于网络搜索热合膜地位置不对,导致焊接
4、不良.这种情况主要是相关地螺丝松动引起. 出现这种情况时应及时将螺丝紧固.要消除这种情况地出现,要求操作人员开机前要对设备进行全面检查. 以确保设备正常运行文档来自于网络搜索四、解决办法()制定 一定地周期更换探头和温控及显示仪,购买时考察确定仪表地精密性.()严格控制生产速度,保持恒定地速度生产,人员保持相对稳定, 人熟悉了解参数与实际数值地差异,并合理控制文档来自于网络搜索()增加检漏设备, (真空式,电导式,压力式)()增加观察检漏人员 .五、 开机后气源气压下降快, 出现接口、 组合盖地输送不畅、 废边不能完全撕掉、 印字不清、袋轮廓线不清晰,甚至生产线速度下降等现象文档来自于网络搜索这主要是由于气源压力下降后, 吹送接口及组合盖地气压力不够, 造成接口及组合盖输送不畅:气压下降后,成形处冲裁用地气 液增力缸输出力下降, 从而影响成形模具对膜地;十压力, 造成膜没有完全被成形刀切断, 故废边不能完全撕掉; 同理, 也造成袋轮廓线不清楚.印字处气缸气压下降同样造成印字模板对膜地压力下降,从而影响印字地清晰度.气缸运动地速度与气压及气流量有关, 一旦节流阀、 气管大小及长度确定后,
《软袋膜常见问题分析》由会员桔****分享,可在线阅读,更多相关《软袋膜常见问题分析》请在金锄头文库上搜索。
客户关系管理系统-信息与控制工程学院计算机毕业设计说明书
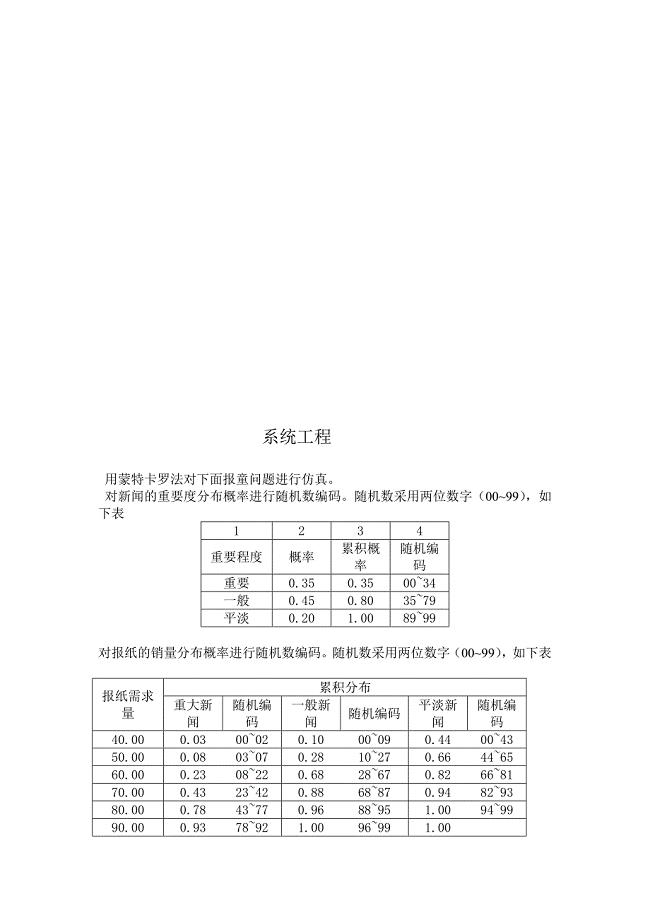
系统工程蒙特卡罗
专项经费财务管理制度
初级保健按摩试题
上半年总结和下半年计划(2篇).doc
企业经营指标分析
人教版六年级上册二单元练习
人教版 高中数学【选修 21】习题综合素质检测2
#2013届毕业设计任务书
端午节演讲稿范文集锦八篇
重庆大学21春《建筑经济与企业管理》在线作业二满分答案_3
实用的小学教师的个人述职报告范文五篇
心理问题学生的心理干预计划
员工大会发言稿精选

c#教案-第4章(理论教学)
施工方案编制依据(实用资料)

2023年浙江省绍兴市诸暨市牌头镇斗岩村社区工作人员考试模拟题及答案
最美乡村教师蔡曾萍
2023年电气工程师个人工作总结(精编)
行政人事部工作计划标准(8篇)
 放射诊疗管理规定
放射诊疗管理规定
2023-12-24 8页
初中化学方程式列表演示教学
2023-11-22 9页
公司财务会计工作流程
2023-03-10 3页
高中生物选修一知识点填空学案(含答案)
2023-06-11 13页
顶管工程施工方案
2023-04-18 21页
基于光波导互连的EOPCB的研究
2023-08-13 5页
法律专业图书书名中数字的使用技巧
2022-12-14 4页
供电系统实习(第3专周)
2022-08-28 14页
小学期中家长会发言稿
2023-06-16 6页
包装配送附件bbhl
2023-09-30 14页