
观光电梯钢结构施工方案【文书荟萃】
37页
1、无锡世博广场观光电梯钢结构施工组织设计一、工 程 概 况 工程名称: 无锡世博广场观光电梯钢结构建设单位: 无锡世博置业有限公司项目概况: 本工程为无锡世博广场观光电梯钢结构,安全等级为二级,抗震设防等级为三级。主结构梁采用焊接矩型钢及热轧型钢。螺栓为高强度化学螺栓。钢结构制作严格按照钢结构工程施工质量验收规范。二、编制依据1、 施工图纸及规范要求。2、 钢结构工程施工质量验收规范GB50205-2001。三、杆件的加工及准备根据设计图纸,对现场的实际尺寸进行测量,明确钢结构的各杆件、构件、紧固件、连接件的型号及实际尺寸。各型钢原材料,同时备齐钢结构施工的各种技术资料。工厂根据实际尺寸及图纸各杆件、构件、紧固件、连接件的型号对原材料进行加工,校正。检查复核钢结构的定位轴线及标高,并做好钢构件安装的辅助放线工作;准备钢构件堆放场地,堆放时竖直放置,并确保平稳,分布均匀,钢构件下须放置垫木。钢结构进场时必须对其型号、尺寸焊接的节点质量等进行验收,满足规范及设计要求方可验收。四、钢结构的垂直运输与初安装由于本大楼未配备塔吊等吊装工具,构件原则上均为散装构件,采用在观光电梯1 层板底设置固定钢
2、梁,神仙葫芦拉装。严禁违规操作,确保安全,必要可与设计协商,采用坡口焊接的办法及补加钢板的办法进行对接。钢结构初安装主要采用满堂搭设排架,利用排架进行钢梁的现场初步拼接、与初步固定定位、校对排序,排序合格后方可进行焊接。电梯改造处的钢结构安装前,从上至下拉钢丝进行垂直定位控制,电梯部位采用实地满堂搭设脚手进行初步固定校对后进行焊接,施工工序从下至依次施工。五、钢结构的焊接施工钢结构的焊接必须符合建筑钢结构焊接规程中的规定和标准,必须符合设计要求。(1)焊接前准备焊接材料及管理使用符合SM490B 及STE355,ST52-3 钢结构焊接用及标准的结507 焊条。焊接材料应防潮保管,不可使用药皮剥落、脏污、变质、吸潮、生锈的焊接材料。电焊工现场操作时宜使用便携式电焊条保温筒。对结507 焊条若在保温筒是取出裸放的,在四小时内要进行焊接使用,否则得重新烘培。当天未用完的焊丝和焊条,存放于烘箱内。 (2)气候条件:遇以下情况,应按下述规定操作,以免影响焊接质量。直接受阴雨天气影响时,原则上停止作业,在阴雨后焊接时,根据焊接部分水分情况决定是否作业。若因进度要求,阴雨天需继续工作,采取防护措施
3、,保证焊接区干燥。当焊接部位附近风速超过10m/s,原则上不进行焊接,但在有适当防风措施,且确认对焊接作业无妨碍时,可进行焊接。焊接作业时的气象条件应作记录。 (3)确认坡口形状,检查焊接区安装记录。对焊接接头坡口组装的检查根据施工图纸要求进行,对坡口表面开裂、装配质量不良和其它可能影响焊接质量的现象,予以修理,并做好记录。对组装接头的坡口表面进行焊前清理,去除有碍焊接质量的水分、油污、铁锈及杂质。 (4)定位焊定位焊采用与正常焊接相同牌号的焊条进行,并按同等条件预热,焊缝长度50mm 以上厚度6mm. 在某些引起强度及工作上问题的部位不得进行定位焊,在坡口面内不准定位点焊。引弧板的焊接连续焊缝,钢垫板的焊接采用分段焊。 (5)焊接电源管理焊接设备及配线不合适,不仅会引起电压下降,得不到必要的焊接电流,且易导致事故发生,对现场焊接设备进行规划,应与有关专业人员协商,现场派专人管理焊接设备,并作工期检查,以免对焊接作业及焊接质量产生影响。焊接设备的电源要求专线供给,配有总开关箱。每台电焊设备根据其容量配备电源进线及单独使用开关。现场设专业人员和电工,负责电源设施及焊接设备的检查维修。现场
4、焊接设备应停放稳妥,并需有防护接地措施。 (6)焊接施工工艺预热:为保护焊接质量,尤其在冬季施工时,焊接区域应预热到要求的温度,预热面积在焊接点或焊缝四周100mm 范围内,焊接前要检查焊接区域预热温度,以保证焊接部位达到规定的最低预热温度。用氧乙炔、火焰预热和用电热板电加热,预热到最低预热温度加10 度。预热应热量分布均匀,防止过火,损伤母体。预热温度的检查,用测温计和测温笔进行并做好测温记录。手工电弧焊,采用直流手工电弧焊焊接方法。半自动焊接,采用无气体自保护半自动焊接。对接焊接采用二人,同时对称焊接,减少焊接变形和残余应力。在手工电弧焊时,低层采用3.2 或4mm 焊条,焊缝的中间层采用5mm 焊条进行焊接。在自保护半自动焊接时,采用手工电弧焊打底,以后逐层采用半自动粉芯焊丝焊接。焊缝坡口采用型和单边型坡口,焊接时从坡口底部分道叠层焊接,打底时保证足够厚度防止拉裂,中间层不宜过厚。盖面前,坡口边缘留有线脚作为基准线,各种形式坡口焊盖面焊缝余高应不超过对接焊件中较薄一端钢板厚度的百分之十,且不能超过3.2mm 。每道焊缝后,必须将焊渣、飞溅物清理干净。六、紧固件的连接及验收施工时必
《观光电梯钢结构施工方案【文书荟萃】》由会员m****分享,可在线阅读,更多相关《观光电梯钢结构施工方案【文书荟萃】》请在金锄头文库上搜索。
11生活处处有哲学导学案新人教版必修4
幼儿园大班语言教案《小螃蟹找工作》含反思
募投项目所需关注事项和相关法律法规
趣味运动会方案【汇编】
区总工会年度安全生产工作总结2
承包经营合同范本
八年级数学下册17.1变量与函数1教案新版华东师大版2
第五章-相交线平行线单元测试题(DOC 5页)
有关教师继续教育心得体会总结(3篇).doc
教学工作表彰会主持词1
人防地下车库工程施工组织设计方案
2023年设计师个人年度工作总结(三篇).doc
道士塔读书笔记精选
婚礼上女方经典讲话稿(精选10篇)
铂类不良反应及处理
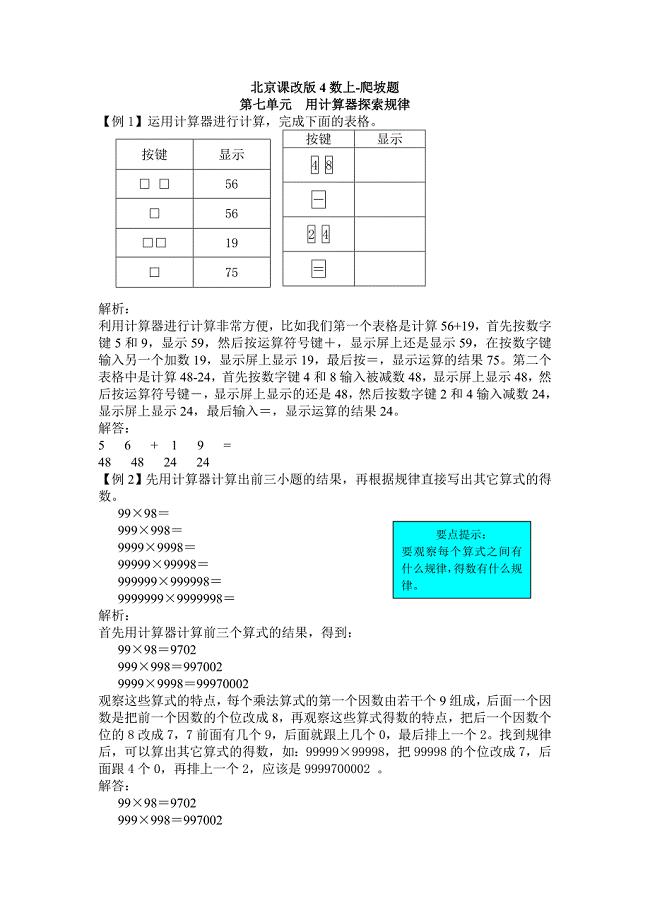
北京版四年级数学上册第七单元试题解析
小鸟回家小学作文
福建师范大学21春《心理咨询学》在线作业三满分答案25
保管合同的法律特征和种类.doc
高三班主任2023工作计划安排范本(七篇).doc
 冬季施工措施
冬季施工措施
2023-02-04 16页
公司技术岗位及人员发展规划
2023-06-26 4页
工业管道安全技术标准
2023-06-14 5页
采暖通风与空气调节工程检测技术规程
2023-10-28 59页
水电安装基础知识大全
2023-06-20 7页
小三奥数第五讲有趣的余数
2022-10-29 3页
etjdszq中国经济管理大学职业经理基础教程
2024-01-10 39页
液位计分类、原理、技术参数及应用
2024-01-01 4页
建筑工程安全管理规程
2022-08-27 94页
高中英语完形填空解题技巧
2023-05-28 9页