
数控机床主轴加工工艺及铣键槽夹具设计说明书
28页
1、数控机床主轴加工工艺及铣键槽夹具设计摘要:主轴是机床上关键零件之一,它一方面要支承各种传动零件传递动力和承受各种负荷,以进行切削加工,另一方面又要保证安装在主轴上的工件或刀具有较高的回转精度。主轴加工精度及其装配精度将直接影响到机床精度和使用寿命,数控机床主轴由于精度要求高于一般主轴,加工更加困难,一直是国内外各数控机床制造加工的关键。 为了提高劳动生产率,保证加工质量,降低劳动法强度,需做一种专用夹具,省去加工中繁琐的工序。我们已经学习了机械制造工艺和夹具,对夹具设计有了初步的了解。对于一种批量较大的产品可设计制造一种专业夹具,操作迅速方便,减少了工人的劳动量,可获得较高的加工精度和生产率,对工人的技术水平要求也相对较低。但专用夹具设计制造周期长、夹具制造费用较高。专用夹具的针对性极强、没有通用性,很明显只能适用于产品相对稳定的大批量生产中。 机械制造工艺装备设计是一个非常重要的学习环节,它一方面要求我们通过设计能获得综合应用过去所学过的全部课程进行工艺及结构设计的基本能力,另外,这也是以后做好毕业设计进行一次综合训练和准备。 关键词:数控机床;主轴;夹具;加工精度 Fixture
2、design of NC machine tool spindle keyway milling process andAbstract: the spindle is one of important parts of machine tools, which on the one hand to support various kinds of transmission parts of transferring power and under various load, to perform cutting, on the other hand, to ensure that the rotary precision of the workpiece or tool mounted on the spindle with high. Spindle machining precision and assembly precision will directly affect the accuracy of the machine tool and the service life
3、 of the NC machine tool spindle, because the accuracy is higher than the general spindle, processing more difficult, has been critical of the domestic and foreign various CNC machine tool manufacturing process. In order to improve labor productivity, guaranteed the processing quality, reduce the labor intensity, need to do a special fixture, to simplify the complicated machining process. We have studied the mechanical manufacturing process and fixture, a preliminary understanding of fixture desi
4、gn. For a large batch of products can design and manufacture a special fixture, rapid and convenient operation, reduces the amount of labor workers, can obtain high processing precision and productivity, the technical level of workers is relatively low. But the special fixture design and manufacturing cycle is long, the high cost of fixture manufacturing. Special fixture with extremely strong specific aim, no generality, obviously is only applicable to mass production of relative stability in th
《数控机床主轴加工工艺及铣键槽夹具设计说明书》由会员公****分享,可在线阅读,更多相关《数控机床主轴加工工艺及铣键槽夹具设计说明书》请在金锄头文库上搜索。
精选收银员工作总结样本(3篇).doc
广州市建设工程施工公开招标文件范本适用于资格后审及电子评标的施工招标项目
a环状糊精研究
2022教育学的自荐信4篇
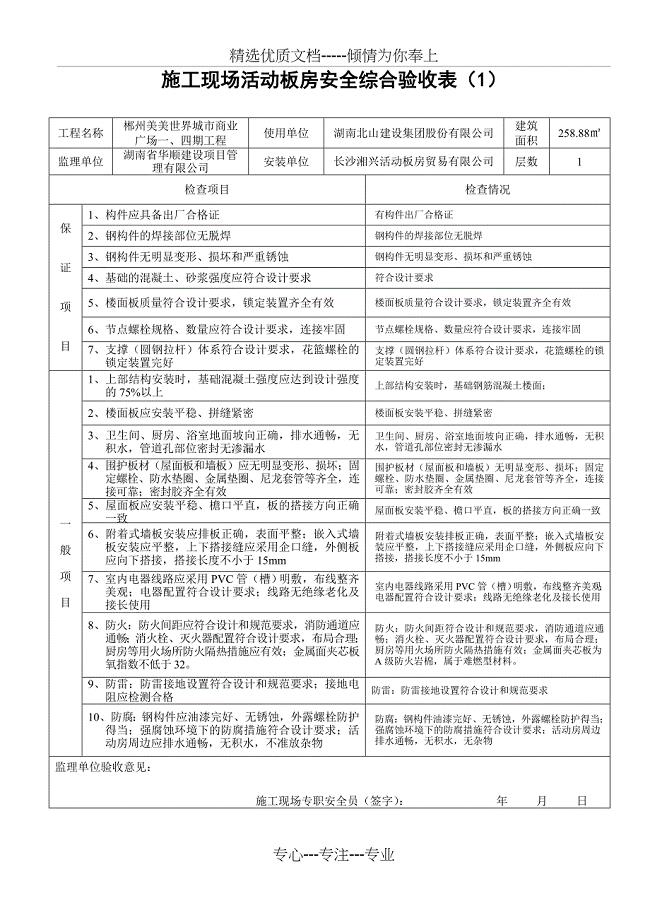
施工现场装配式活动板房安装验收表
管理学十大效应与十大原理
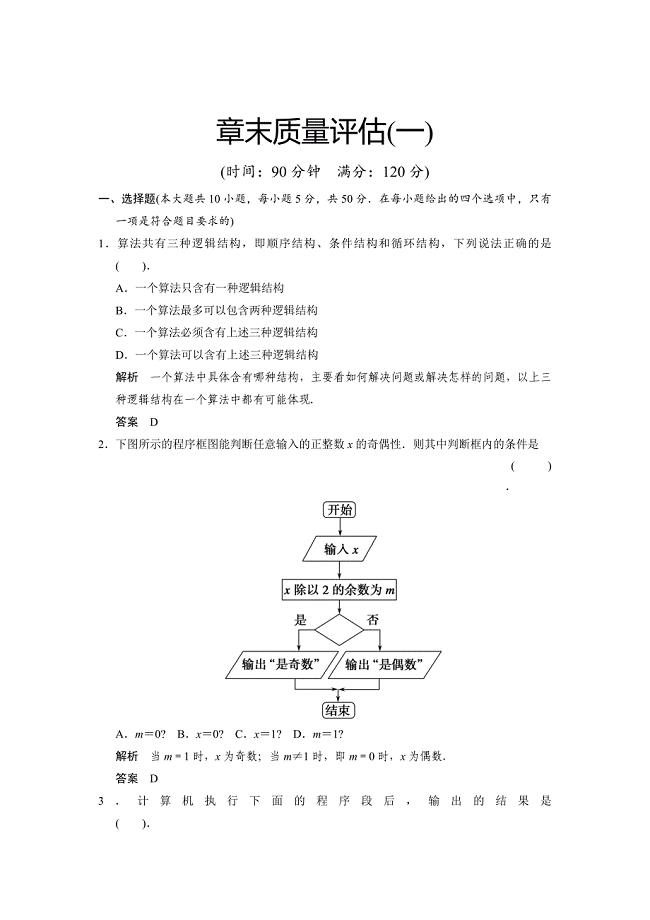
【最新】山东省高中数学新课标人教A版必修三 第1章章末质量评估
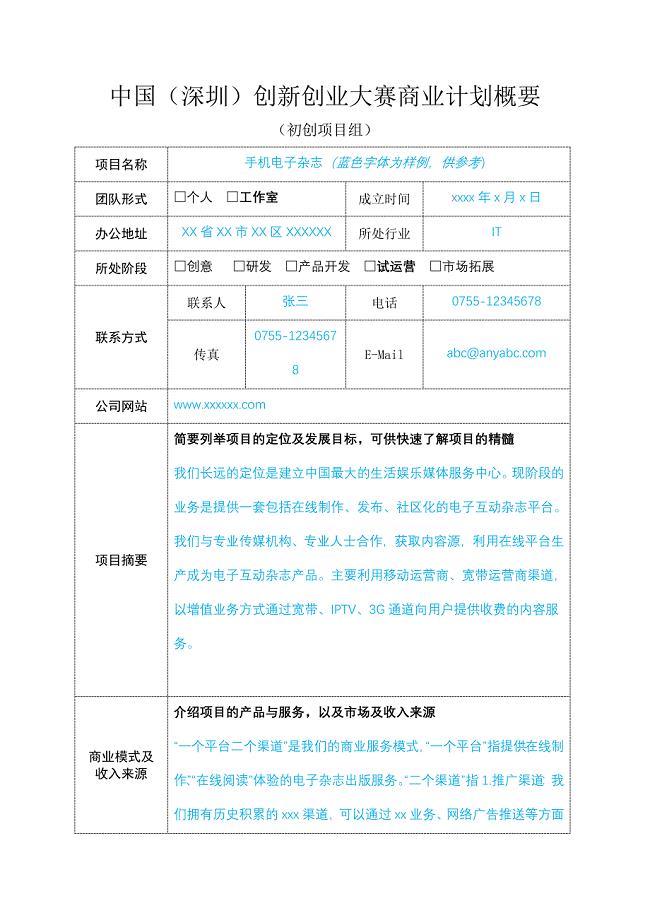
商业计划书概要(初创项目组)
金凤佳园E组团劳务承包合同(尔文)
中考数学压轴题型研究动点几何问题解题方法

2022年安徽省建筑安管人员安全员ABC证考前难点剖析冲刺卷含答案85
健身会所预售方案
借鉴成文学写《二十年后回家乡》
新编北师大版九年级数学上册1.1 你能证明它们吗一学案
汽车新能源技术应用与发展毕业设计
民间文学的旅游文化价值研究报告论文
司机岗位指引
小学四年级上册语文期末模拟试题
实用的大会主持词范文合集五篇
乐东思源高中集体备课教案模板
 2019年开展防范非法集资风险专项排查工作总结
2019年开展防范非法集资风险专项排查工作总结
2022-09-19 2页
医疗保险统计工作在医保管理的作用规章制度
2022-11-17 6页
2020年事业单位及预防医学专业考试模拟试卷及答案(共五套)
2023-03-07 82页
最新幼儿园劳动保障规章制度
2023-04-22 7页
建筑工程造价信息管理
2023-08-01 40页
超声波电机的设计论文说明书
2022-12-14 37页
宋会要辑稿·食货.doc
2023-09-24 126页
精准扶贫工作发言稿篇1
2022-12-20 8页
关于进一步加强政法宣传及政法舆情研判引导工作的意见.docx
2023-08-20 7页
志愿者服务协议书模版
2023-03-12 7页