
通风管道及部件制作标准
14页
1、通风管道及部件制作标准一、施工准备1、作业条件1. 集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。2. 作业地点要有相应加工工艺的必备工具、设施及电源和可靠的安全防护装置,并有消防器材。3. 风管制作应有批准的图纸,经审查的大样图,系统图,并有施工员书面的技术质量及安全交底。2、施工器具龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬口机、型钢切割机、角(扁)钢卷圆机、液压钳钉钳、电动拉铆枪、台钻、手电钻、冲孔机、插条法兰机、螺旋卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角尺量角器、圆规、洋冲、铁锤、木锤、拍板、各类胎具、料桶、刷子等小型工具。3、材料要求1、能适用的板材、管材等主要材料应有出厂质量证明文件(包括出厂合格证、质量合格证明及检测报告等)。2、非金属材料及填充料等应符合设计要求,有齐全的质量证明文件。二、质量要求1、金属风管及配件制作。质量要求应符合通风与空调工程施工质量验收规范(GB50243-2021 ) 的规定。表 6-14项序检查项目允许偏差或允许值1材料种类、性能及厚度第
2、4.2.1 条2防火风管材料及密封垫料第 4.2.3 条主3风管强度及严密性、工艺性检测第 4.2.5 条控4第 4.2.6 条项风管的连接5目风管的加固第 4.2.10 条6矩形弯管制作及导流片第 4.2.12 条7净化空调风管第 4.2.13 条一1圆形弯管制作第 4.3.1-1 条般2风管外观质量和外形尺寸第 4.3.1-2.3 条项3焊接风管第 4.3.1-4 条目4法兰风管制作第 4.3.2 条5铝板或不锈钢板风管第 4.3.2-4 条续表项序检查项目允许偏差或允许值一6无法兰圆形风管制作第 4.3.3 条般7无法兰矩形风管制作第 4.3.3 条项8风管的加固第 4.3.4 条目9净化空调风管第 4.3.11 条2、非金属与复合材料风管及配件制作。质量要求应符合通风与空调工程施工质量验收规范(GB30243-2021 ) 的规定。表 6-15项序检查项目允许偏差或允许值1材料种类、性能及厚度第 4.2.2 条2复合材料风管的材料第 4.2.4 条3风管强度及严密性、工艺性检测第 4.2.5 条主4风管的连接第 4.2.7 条控5第 4.2.8 条项复合材料风管法兰连接6目砖、
3、混凝土风道的变形缝第 4.2.9 条7风管的加固第 4.2.11 条8矩形弯管制作及导流片第 4.2.12 条9净化空调风管第 4.2.13 条1风管制作第 4.3.1 条2硬聚氯乙烯风管第 4.3.5 条一3有机玻璃钢风管第 4.3.6 条般4无机玻璃钢风管第 4.3.7 条项5砖、混凝土风管第 4.3.8 条目6双面铝箔绝热板风管第 4.3.9 条7铝箔玻璃纤维板风管第 4.3.10 条8净化空调风管第 4.3.11 条3、风管部件及消声器制作。质量要求应符合通风与空调工程施工质量验收规范(GB50243-2021 ) 的规定。表 6-16项序检查项目允许偏差或允许值1一般风阀第 5.2.1 条2电动气动风阀第 5.2.2 条主3防火阀、排烟阀(口)第 5.2.3 条控4防爆风阀第 5.2.4 条项5净化空调系统风阀第 5.2.5 条目6特殊风阀第 5.2.6 条7防排烟柔性短管第 5.2.7 条8消防弯管、消声器第 5.2.8 条1调节风阀第 5.3.1 条2止回风阀第 5.3.2 条一3插板风阀第 5.3.3 条般4三通调节风阀第 5.3.4 条项5目风量平衡阀第 5.3.5
《通风管道及部件制作标准》由会员m****分享,可在线阅读,更多相关《通风管道及部件制作标准》请在金锄头文库上搜索。
高新区-最新公司章程多人章程.doc
XX重工研究所CAD工作站系统管理员岗位说明书
2023年上半年个人述职报告.docx
2023年家长学校学学工作计划.docx
合伙出资协议书范文(九篇)
2023黄山写景作文8范文.docx
张家口关于成立反光材料技术服务公司可行性报告_模板范本
装饰公司验收表格模板格
2023年班主任工作班级小组建设的反思.docx
2023年办公室工作总结乡镇规划办公室工作总结范文.docx
2023年乡镇全年计生工作总结汇报.docx
企管部2023年度工作计划(4篇)
2023年妈妈我爱您作文1.docx
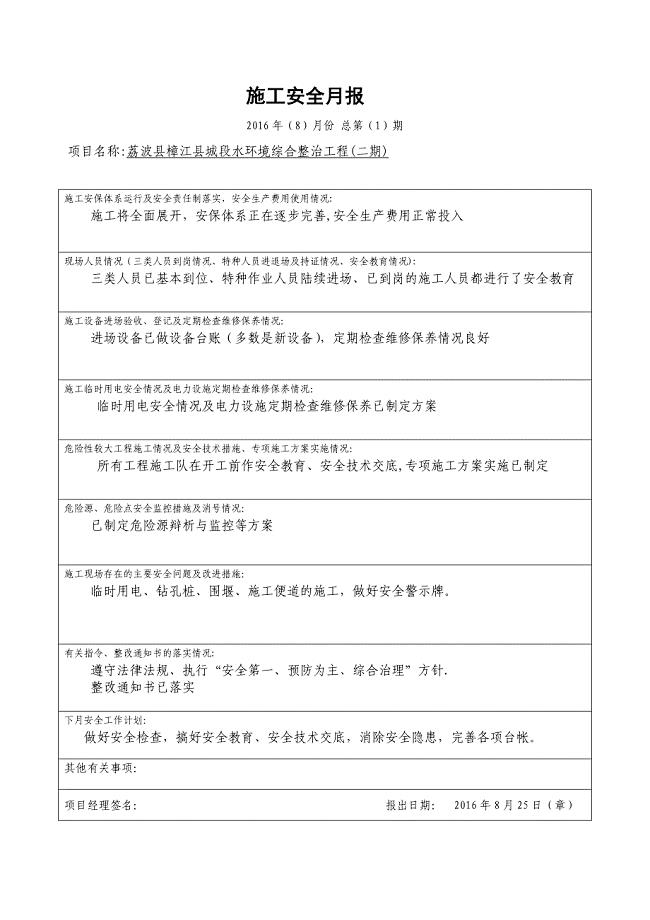
施工安全月报-----------AQ.doc

装饰公司章程范本最新
学校捐款倡议书范文3篇.doc
对两学一做常态化实践与思考.docx
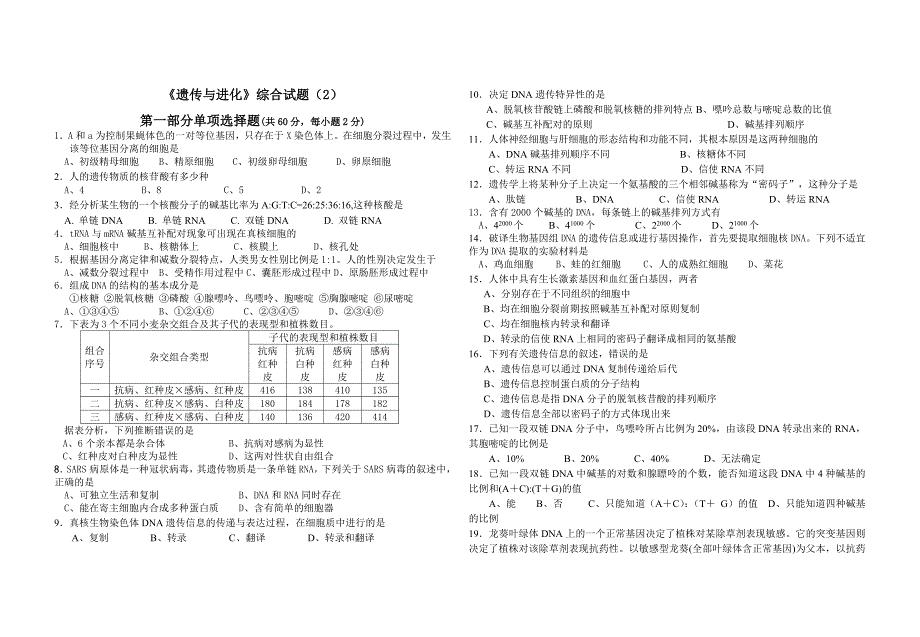
进化遗传与综合试题2
2023年竞税务处主任演讲 (2).DOCX
新人教版九年级下册化学:全册精品示范教案 第十单元 酸和碱课题1常见的酸和碱
 医疗保险市场前景分析
医疗保险市场前景分析
2022-11-13 21页
配电室设计规范
2023-03-21 11页
2015最新90项医疗器械行业标准
2023-11-01 25页
顶管施工承包合同2
2022-09-18 5页
气体灭火消防工程施工合同1
2023-09-03 3页
成品仓库管理制度
2022-09-01 5页
交期控制奖罚制度
2023-06-29 6页
苏教版英语六上6A Unit3 试卷精练
2023-09-28 8页
施工单位竣工验收资料目录`
2024-02-06 38页
全钢爬架技术方案
2023-12-31 54页