
冷轧薄板不良手册图解
34页
1、*薄板有限公司不 良 手 册2006年品质管理部OJT教育教材目录一、冷轧卷缺陷辊印4粘结5压痕6锯齿边7树纹8划伤9凹坑10锈-111锈-212锈-313氧化皮14氧化色15污板16振纹17碳化边18边部折皱19脱脂不良20油斑21卷印22擦伤23撞伤24浪形25刀印26中间折皱27燕窝28二、热轧卷缺陷边部开裂29分层30条伸31夹杂32孔洞33发生原因:1)轧钢辊表面受损2)TM辊表面粘有异物3)ANN不良产生氧化皮后,脱落粘附在TM辊上,TM时产生4)作业各Line其它辊面受损对产品的影响:1)外观不良,加工(冲压)时易发生破裂2)影响镀层效果防止对策:1)需要防止由各种杂质飞入钢带影响辊面质量2)对轧钢及TM工程中工作辊的硬度确认(爆辊)3)ANN保护气体的纯净度保证,防止氧化皮的产生缺陷名:辊 印(ROLL-MARK)不良代码:12发生形态:1)沿轧制方向有周期性的,板面有点状、块状、条状突起或凹陷进去的有间隔的不良。2)平整辊印与轧钢辊印的区分:平整辊印伤疤处无粗糙度且发亮;轧钢辊印伤疤处发暗,有一定的粗糙度。缺陷名:粘结(STICKER)不良代码:08发生形态:1)进行
2、退火过程中,钢板与钢板之间紧密紧贴(ECL张力偏大),然后到TM将紧贴的部分分离以形成月牙状的伤痕,间断或连续发生于钢板表面的同一位置2)一般粘结分三种:月牙状、折皱状、以及牡丹花状,一般存在于室式炉的生产中才会产生此缺陷发生原因:1)板形不良2)ECL卷取张力过大3)ANN冷却速度过快4)退火前钢卷边部受冲击对产品的影响:1)外观不良,加工(冲压)时易发生破裂防止对策:1)退火工艺周期的适当调整;前工程(ECL)的卷取张力的调整,以及根据轧钢过程中材质和压下率的适合度来相应的调整退火周期2)退火机组的热电偶彻底正确管理发生原因:1)作业line各辊上粘有凸起的异物引起2)钢卷摆放位置有异物,导致产生3)小车压痕4)行车吊钩撞击后产生对产品的影响:对产品的影响:1)外观不良,镀层后更加明显2)制造用面板无法使用防止对策:1)各工程对辊面的检查,发现不良及时处理2)钢卷应搬运在适当的优越位置(放置位置环境良好)3)对操作工教育,提高操作水平4)相应安排指吊工扶钩缺陷名:压痕(DENT)不良代码:10发生形态:1)有一定周期性的压痕:异物粘附于辊子上,然后再被印于板面上2)没有周期性的压痕
3、:异物粘附于钢带上,由于张力大,经过辊子时产生3)压痕一般存在钢带表面,一面凹陷另一面同一位置相对应突起发生原因:1)在通过PPL工程中,边部切边不良及边部粘有粘丝(PPL圆盘剪刀片不良)2)在通过PPL工程中,不切边,但是与对中设备紧密摩擦(对中过紧),边部间断轻折边,经冷轧后边部形成锯齿状3)经PPL切边后,冷轧过程中(对中不良)紧密摩擦后边部形成间断的锯齿状对产品的影响:1)对产品的外观有直接的影响2)边部无法镀层防止对策:1)对PPL工程检查(定期每卷)圆盘剪刀片状态、适当调整间隙及重叠度2)PPL工程及冷轧工程中,对中装置适当的调整(操作问题)缺陷名:锯齿边(EDGE-CRACK)不良代码:06发生形态:没有周期性,钢板边部成锯齿状,严重的成裂口状发生原因:1)冷轧工程及TM工程压下量不均匀2)原材料厚度不均匀3)生产工程中工作辊的弯曲度不适合或钢带的突然跑偏对产品的影响:1)对产品的外观有直接的影响2)产品要冲压或深加工时很容易造成开裂防止对策:1)因保持轧钢及平整压下量的均衡2)需保持工作辊的适当弯曲度及钢带的对中3)在PPL工程对钢带厚度实测,确认H/C的厚度是否均匀缺
《冷轧薄板不良手册图解》由会员s9****2分享,可在线阅读,更多相关《冷轧薄板不良手册图解》请在金锄头文库上搜索。
理化生实验培训说明
劳动合同管理制度
小学五年级上册语文教学工作计划范文(二篇).doc
2022年一年级语文教师个人工作心得总结
学校环境调查报告
昆明污泥资源化项目招商引资方案_模板
无 尘 室 施 工 说 明 书
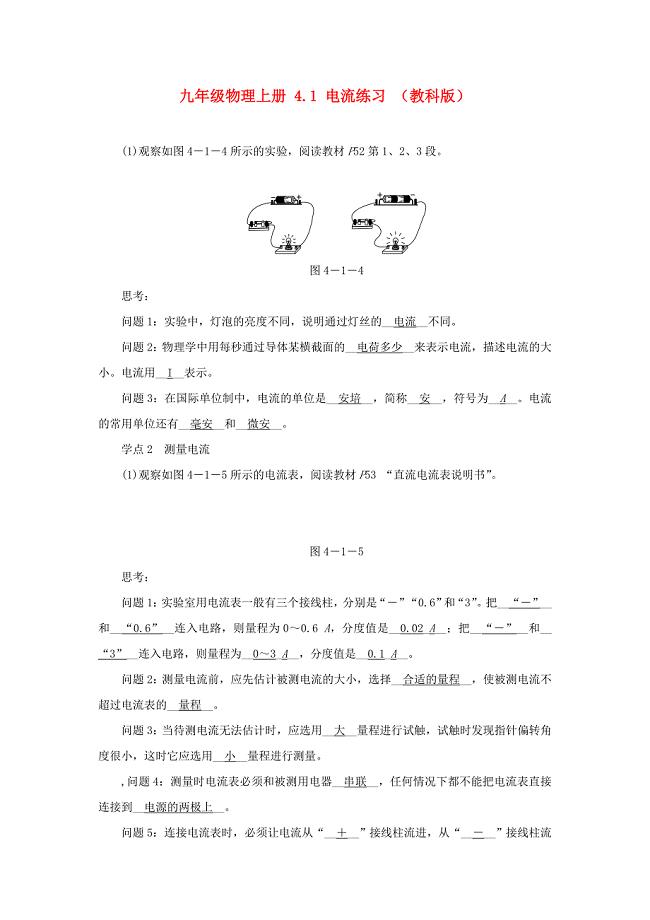
九年级物理上册 4.1 电流练习 (教科版)

设计师个人工作总结样本(2篇).doc
医院市场部门工作计划(四篇).doc
房地产代销合同
小飞侠彼得潘读后感500字精选五篇
儿童唐诗三百首每日读一读2
项目管理5大过程知识
2022年实用的房产合同模板汇编八篇
2021年除夕之夜作文600字五篇
酒店服务员工作总结精选版(7篇).doc
霍兰德职业人格测试
二泉映月教学设计及反思
自动洗胃机洗胃术评分标准Word编辑
 立方ACS停车管理软件使用说明
立方ACS停车管理软件使用说明
2023-06-22 27页
辩论赛:正方:和同学产生矛盾应该自己解决
2023-06-01 15页
北京住房租赁指导价格说明
2023-12-28 11页
红桥“社会管理与便民服务”示范项目实施方案 精品.doc
2023-01-09 31页
大学英语三级语法知识总结汇总
2023-08-09 14页
办公室基础装修清单
2022-09-29 20页
方诚策划书
2023-02-08 8页
医院食堂送餐员岗位职责(共14篇)
2023-08-08 62页
城市规划设计收费指导意见+收费标准;
2023-05-31 41页
地下室自粘高分子卷材施工技术交底
2023-10-22 15页