
毕业设计(论文)-高速走丝电火花线切割机床设计(全套图纸三维)
65页
1、沈阳理工大学学士学位论文摘要高速走丝电火花线切割机床是我国的发明创造,其结构简单、性价比高,己经成为我国制造业中不可或缺的加工手段。电火花线切割加工具有无切削力,工件材料硬度对可加工性影响不大等优点,因此能适合各种特殊性能的材料和各种复杂表面及微细、精密、薄壁以及低刚性零件,电火花线切割技术在脆硬材料的切削及加工领域中已经广泛应用。随着制造技术的提升,要求电火花线切割机床具有高精度、高效率。所以研究具有高附加值、应用性很强的CNC控制系统的电火花线切割机床,提高产品的市场竞争力势在必行。本文针对快走丝电火花线切割机床的设计进行了详细描述。通过对使用性能,工作原理的分析和了解,将其分成三个主要部分。先选取标准件和校核主要部件,再利用UG三维软件进行综合实体设计,CAD做最后的出图修改,完成快走丝电火花线切割机床的设计。关键词:电火花线切割;硬脆材料;机床设计;结构全套图纸三维,加153893706AbstractAfter lots of investigation of the internal and external methods on modeling of wire EDM
2、process, the dissertation presents an attempt at modeling. WEDM has advantages of no cutting force and little effect on process ability, which caused by the workpiece materials hardness. Electric discharge wire-cutting technology has been used widely in the field of Tooling and Machining of Hard and brittle materials. As improving of manufacturing technology, high precession and efficiency of WEDM is needed. Therefore, study on the WEDM of high added value and strong applied CNC control system t
3、o improve the market competitiveness is imperative. In the focus of the high speed wire-cutting machine, the article have a detailed description for its design. Through the analysis and understanding of its performance and work principle, made it into three main sections. And select the standard parts and check the main components, then use UG three-dimensional software to comprehensive the physical design and CAD drawing software to final changes made to complete the design to the high speed wi
4、re-cutting machine.Key words: Electric discharge wire-cutting; Hard and brittle materials; Machine design; Structure目录1绪论11.1电火花线切割技术的发展11.1.1 国外切割设备发展过程及现状11.1.2 我国切割设备的现状51.2 线切割加工技术的发展方向及意义71.2.1 基于PC的数控系统的开发71.2.2 人工智能(AI)技术的运用81.2.3 机床设计的改善91.2.4 多次切割工艺的应用101.2.5 结论和展望112电火花线切割技术内容及研究122.1电火花线切割加工原理122.1.1 电火花线切割正常加工必须具备的条件122.1.2 电火花线切割加工的特点132.1.3 电火花线切割的应用范围132.2电火花线切割加工机床的特点142.2.1电火花线切割加工机床的分类142.2.2 电火花线切割加工机床的基本组成143UG软件介绍163.1UG的主要技术特点163.1.1 集成的产品开发环境163.1.2全局相关性163.1.3 并行协同工作173.1
《毕业设计(论文)-高速走丝电火花线切割机床设计(全套图纸三维)》由会员cl****1分享,可在线阅读,更多相关《毕业设计(论文)-高速走丝电火花线切割机床设计(全套图纸三维)》请在金锄头文库上搜索。
临时工劳动合同(9篇).doc

委托培养工程硕士专业学位研究生协议书
2022年高中物理《太阳与行星间的引力》教案 新人教版必修2
示波器频域分析在电源调试的应用
三陂幼儿园后勤工作计划
2022年教师年终述职报告集合五篇【模板】
汽车修理厂消防安全制度
加强物料提升机的安全监督管理
2023年金属非金属露天矿山建设项目安全设施竣工验收表
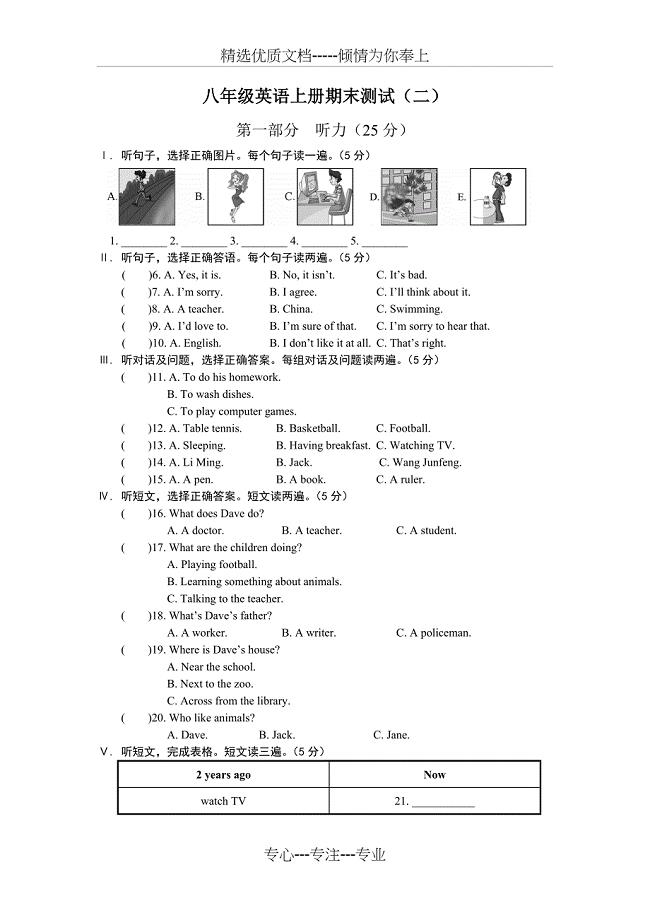
八年级英语上册期末测试(二)测试题-最新仁爱版
2022年矿井重大安全隐患排查上报制度
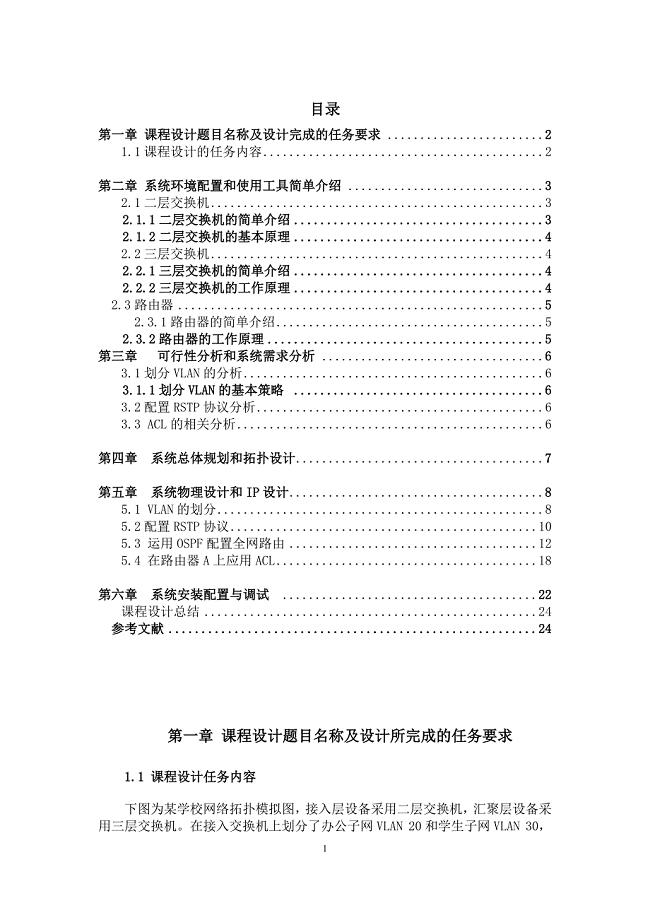
网络工程课程设计JS
某化工企业设备设施综合检维修计划
二级建造师考试大纲完整版
有关志愿者活动策划书

领导在在全市公安推进打击防范电信诈骗犯罪电视电话会议上的讲话
中秋节祝贺词集锦58句
2023年博士研究生毕业自我鉴定

网上竞价确认函
建筑施工现场夏季高温应急预案
 读书活动方案2017
读书活动方案2017
2022-09-16 13页
开题报告-建筑用卷筒提升机(卷扬机)设计
2023-10-27 6页
临床医学专业 探讨瑞芬太尼复合丙泊酚单肺通气麻醉的临床价值
2023-06-22 6页
国际金融复习题(同名3380)
2022-09-26 9页
政府办:副区长在2020年区政府全体(扩大)会议上的发言【分管工业经济】
2023-04-14 13页
毕业设计(论文)-学校食堂信息网的设计与实现
2022-08-05 36页
机械制造技术课程设计-轴承座加工工艺及钻2-φ13孔夹具设计
2023-05-05 31页
基于VAR的中国大豆期货价格多因素建模研究金融工程专业论文设计
2022-08-20 34页
《C语言程序设计》课程设计-贪吃蛇游戏设计
2024-01-25 26页
机械制造技术课程设计-杠杆(一)加工工艺及铣24mm槽夹具设计【全套图纸】
2023-07-27 15页