
单级单吸离心泵维护检修规程08607(精品)
5页
1、单级单吸离心泵维护检修规程1 总则1.1 本规程适用于吸入口径小于等于200mm、型号IS、IH型单级单吸离心泵的维护检修。其他类型的单级单吸离心泵可参照本规程执行。2 检修间隔期2.1 检修类别 检修类别分小修、大修二类2.2 检修间隔期 检修间隔期见表1表 1 h检 修 类 别小 修大 修设 备 类 别清水泵耐酸蚀泵清水泵耐酸蚀泵检 修 间 隔 期200022001000110080009000400045003 检修内容3.1 小修3.1.1 检修填料密封,更换填料。3.1.2 检查与调整联轴器的同轴度及轴向间隙,更换联轴器的易损件。3.1.3 检查轴承及油路,更换润滑油(脂)。3.1.4 检查冷却系统及清除水垢。3.1.5 消除在运行中发现的缺陷和渗漏。检查及禁固各部螺栓。3.1.6 清扫及检修所属阀门。3.2 大修3.2.1 包括小修内容。3.2.2 检修机械密封,修理及更换零件。3.2.3 解体、检查各零件的磨损、腐蚀和冲蚀程度,予以修复或更换。3.2.4 检查轴的磨损、腐蚀和直线度,进行修复或更换。3.2.5 测定叶轮的静平衡,无法修复的予以更换。3.2.6 检查轴承的磨
2、损情况,刮研轴瓦、调整间隙,以及更换轴承。3.2.7 检查与调整叶轮密封环、轴套、压盖、轴封等各部间隙。3.2.8 检查或校验压力表。3.2.9 检查、清扫以及修理电机。3.2.10 测量及调整泵体水平度。3.2.11 除锈防腐。4 检修方法及质量标准4.1 泵体及底座4.1.1 泵体及底座应无裂纹,泵体涡旋室及液体通道内铸造表面应光滑,在不承受压力部位发现裂纹或其它可焊补的铸造缺陷时,按照JB/TQ369泵用铸铁件焊补进行修补。4.1.2 泵体安装的水平度:单吸式离心泵:纵向(沿泵轴方向)0.05mm/m;横向(垂直于泵轴方向)0.10mm/m。4.2 泵轴及轴套4.2.1 泵轴不应有腐蚀、裂纹等缺陷。4.2.2 泵轴轴颈的表面粗糙度:安装叶轮、轴套及装配联轴器处3.2,装配滚动轴承处1.6。滑动轴承处0.8。4.2.3 以两轴承处轴颈为支点,用千分表检查装配叶轮、轴套以及联轴器等部位轴颈的径向圆跳动,应不大于0.03mm。4.2.4 键槽中心对轴颈中心线的偏移量应不大于0.06mm,歪斜不大于0.03mm/100mm。4.2.5 键槽磨损后,可根据磨损情况适当加大,但最大只可按标准
3、尺寸增大一级,在结构和受力允许时,可在原键槽的90或120方向另开键槽。4.2.6 轴颈磨损后,可用电镀、喷镀、涂镀的方法修复。4.2.7 轴套不允许有裂纹,外圆表面不允许有砂眼、气孔、疏松等铸造缺陷。4.2.8 轴套与轴的配合用H8/h8或H9/h9。4.3 叶轮4.3.1 叶轮表面及液体流道内壁应清理洁净,不能有粘砂、毛刺和污垢;流道入口加工面与非加工面衔接处应圆滑过渡。4.3.2 叶轮与轴一般采用H7/h6配合。4.3.3 新装的叶轮必须作过静平衡,作静平衡的不平衡重量应不大于3g;超过时用去重法从叶轮两侧切削,切去的厚度应不超过叶轮原壁厚的1/3,切削部位应与未切削处平滑相接。4.4 转子部分4.4.1 拆卸轴套、叶轮螺母、滚动轴承,如发现被锈蚀咬住,应用煤油或除锈剂浸泡后再拆卸,不要随意敲击。4.4.2 装配后转子部件上叶轮的密封部位外圆及轴套外圆的径向圆跳动见表2。见表2名义直径部 位5050120120260260500叶轮密封部位外圆的径向圆跳动0.050.060.080.10轴套外圆的径向圆跳动0.040.050.064.4.3 叶轮密封部位外圆与密封环的径向间隙见表
4、3表3密封环直径新密封半径方向间隙允许值磨损后半径方向间隙允许值1200.060.380.481500.070.440.601800.080.480.602200.090.540.704.4.4 转子装于泵体内,应使叶轮流道中线对准涡旋室中线。4.4.5 滚动轴承的滚子与滚道应无坑疤,锈斑等缺陷,保持架完好,接触平滑,转动无杂音。4.5 密封装置4.5.1 填料密封4.5.1.1 轴套(或轴)在填料函处的表面粗糙度不得超过1.6。4.5.1.2 填料衬套和压盖与轴套(或轴)的直径间隙0.751.00mm,四周间隙应均匀。4.5.1.3 填料压盖与填料箱内壁的配合采用H11/d11。4.5.1.4 填料环与填料箱内壁的直径间隙为0.150.20mm,填料环与轴套(或轴)的直径间隙为1.001.50mm。4.5.1.5 压盖压入填料箱的深度应为0.51圈填料高度,最小不能小于5mm,压盖不得歪斜,松紧度要合适。4.5.1.6 填料接口应成斜口对接,填料选用要合适。4.5.1.7 注意填料环的环槽对准填料箱上的水封孔或略偏外侧,使水流畅通。4.5.2 机械密封4.5.2.1 安装机械密封部位
《单级单吸离心泵维护检修规程08607(精品)》由会员pu****.1分享,可在线阅读,更多相关《单级单吸离心泵维护检修规程08607(精品)》请在金锄头文库上搜索。
数学暑假(一升二)智能结业测试卷.docx
教科版科学四年级上册第三单元《运动和力》测试卷一套及答案(考点梳理).docx
2021远离酒驾要避开三个误区.docx
2022年北师大版六年级数学上册全册单元检测题及答案【完美版】.docx

班主任工作总结参考范本(二篇).doc
2023年九年级化学下册教案 酸和碱的中和反应.doc
湖州光伏设备研发项目建议书(模板)

样条线之小饰品3D建模教程.doc

2023年护士进修妇产科心得体会妇产科护士工作心得怎么写.docx
六(5)家长会发言稿

总包商对施工分包合同管理研究.doc
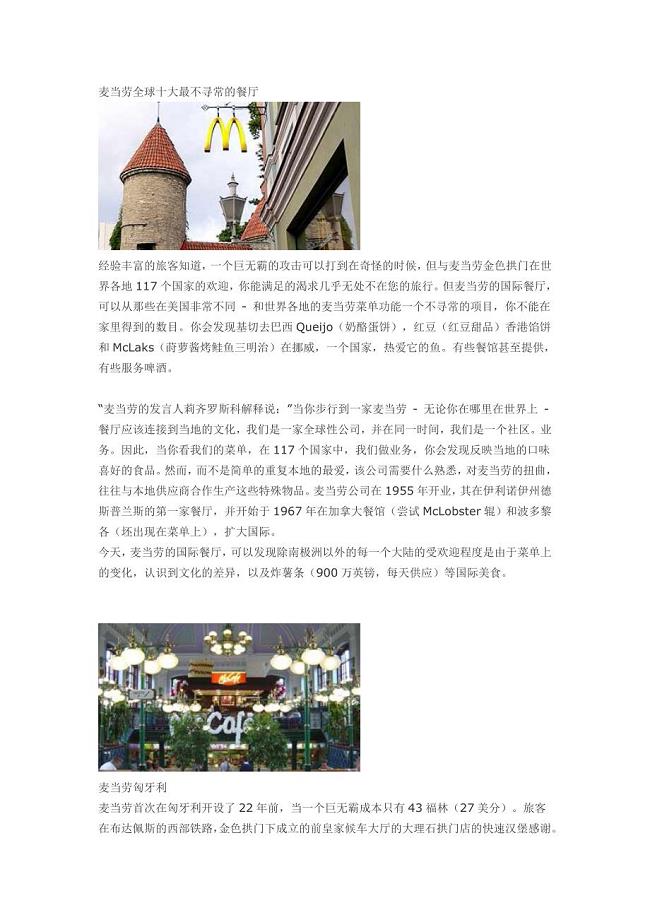
麦当劳全球十大最不寻常的餐厅.doc
机械加工工艺对零件制作精度的影响及控制措施

干眼症用什么眼药水.doc
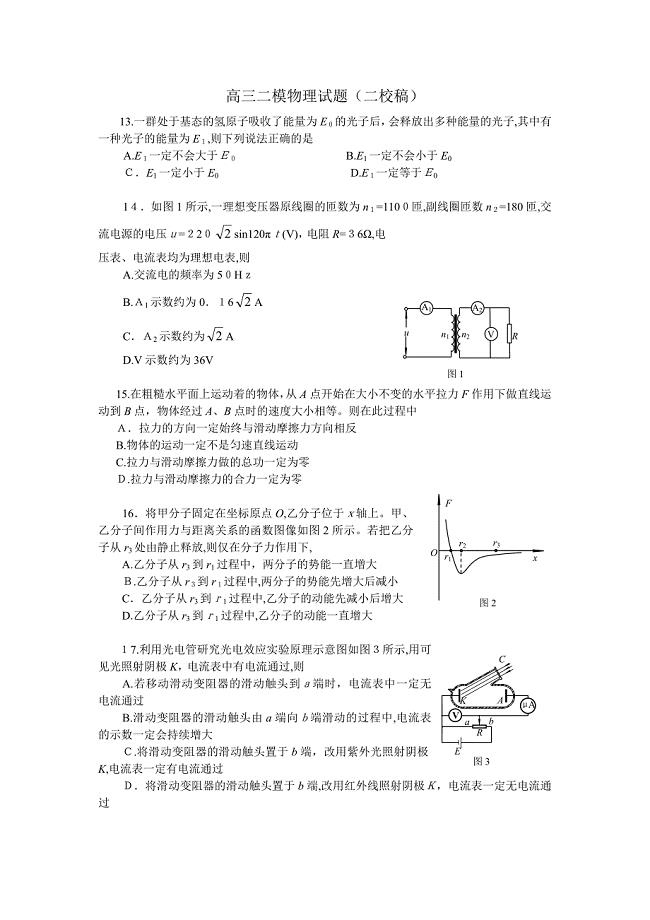
05至北京各区高考物理一二三模整理共73套06海淀二模高中物理
2023年动物知识大全.doc
关注初恋绽放花季.docx
草稿地理所王英杰自然专题地图制图与表达规范
复件东方明珠111.doc
集团实习实训生管理制度.doc
 算法小结复习(教育精品)
算法小结复习(教育精品)
2023-02-01 5页
教育资料(2021-2022年收藏的)最新企业网站建设方案
2024-01-06 8页
(苏教版)二年级语文下册第二单元检测题3
2023-07-12 4页
一年级数学下册期中练习2012
2023-01-04 4页
美术基础知识理论-美术的分类
2023-08-03 4页
[沪科版 ]八年级物理4.6 神奇的眼镜教案
2023-06-27 6页
浅析我国银行保险现状问题及对策
2023-09-28 16页
6实数教学设计
2022-09-23 6页
简易洗衣机控制器设计
2023-02-14 17页
中专作业——施工组织设计
2023-07-20 25页