
21.模具设计标准DOC
17页
1、版次:A/0 文件名称:模具设计标准(试行版) 第16页 共16页湖北八宜汽车零部件有限公司文件编号BY-ZY-05-021生效日期2012-3-1文件名称模具设计标准(试行版)编制单位技术部编 制黄念锋审 核许明章会 签汪洪涛欧阳雄批 准贾付春前 言此模具设计标准是在湖北八宜公司现有设计及加工的基础进行总结和整理。标准编写时间较仓促,难免存在遗漏和不合理的地方。希望看到此标准的专家人士提出宝贵的意见。以便后期对此标准进行完善和补充。 目 录前 言1一、模具安装及起吊31、模具闭合高度要求32模具安装要求43起吊装置6二、模具导向91、钢板模导向92、铸件模导向10三、模具结构111、铸件模具111.1、 拉延类模具111.2 冲裁类模具121.3 翻边整形类模具132.钢板模具133 斜楔机构14四、模具外观及油漆的要求14五、修改履历16一、模具安装及起吊1、模具闭合高度要求1.1模具闭合高度优先考虑下表中数据。序号设备型号最大闭合高度滑块行程滑块调整量优先采用模具闭合高度1YX27-1000D160012001200450,500,600,700,800,900, 10002J3
2、6-630F-T7860500340800,750,700,650,600,5503J36-400E750400320700,650,600,550,500,4504JH36-250/4600400250550,500,450,400,3705JH36-250/A600400250550,500,450,400,3706J21-160A/1400200100370,350,3307J21-110L-T235518090330,300,2908J21-100/132011090300,290,270910111213141516171819 1.2 当零件较小,所需成型冲裁力较小时,优选模具闭合高度不能满足要求时,可考虑采用吨位高一级设备,多工位模具。 1.3 在设计成型拉深类工序模具时,必须考虑操作的模具的滑块行程及气垫顶出高度。如下简图: (1)此零件本工序安装于J21-110L-T2设备,闭和高度为355满足要求,压边圈行程D1=10。设备气垫形程85mm图1不能安装,原因:顶杆不能安装,D1+D2=9085 图2做了更改,能安装,D1+D2-D3=5085 但模具安装不方便,不便
3、对准顶杆位置。图3采用顶板过渡,D2-D3=2085 ,能满足要求,且安装方便。 (2)图4为一拉深零件,拉深深度为D2 ,模具闭合高度为D3满足设备安装要求。但此时如果2D2滑块行程,这时必须更改设备。满足2D2+15滑块行程。当拉深零件周围有定位装置时,地位装置高度H1,则2D2+15+H1滑块行程。2模具安装要求 2.1 压板槽要求 2.1.1所有安装于100吨以上设备的模具,必须在上下模板上做压板槽。压板槽位置必须满足设备要求。 2.1.2 压板槽尺寸,如下图: 压板槽尺寸设备吨位DH1H2H3H4H5H6JH36-250,J21-160A/130140401404040140J21-110L-T2,J21-100/124140401404040140J36-400E,J36-630F-T7,YX27-1000D36140601604060160 2.1.3 设计压板槽位置,考虑模具能安装于多台设备。2.1.4 压板槽数量。模具尺寸不同,数量要求不同。 (1)长X宽900X500 上下模压板槽数量:2个至4个 (2)900X500长X宽 上下模压板槽数量:4个至6个2.1.5
《21.模具设计标准DOC》由会员hs****ma分享,可在线阅读,更多相关《21.模具设计标准DOC》请在金锄头文库上搜索。

银行柜员个人工作总结参考范本(3篇).doc
小学语文教师工作计划模板3篇(语文老师工作计划范文)
五年级下册冀教版.docx
初三生物教学计划.docx
2023年车间实习报告15范文.docx
农村土地租赁合同4篇
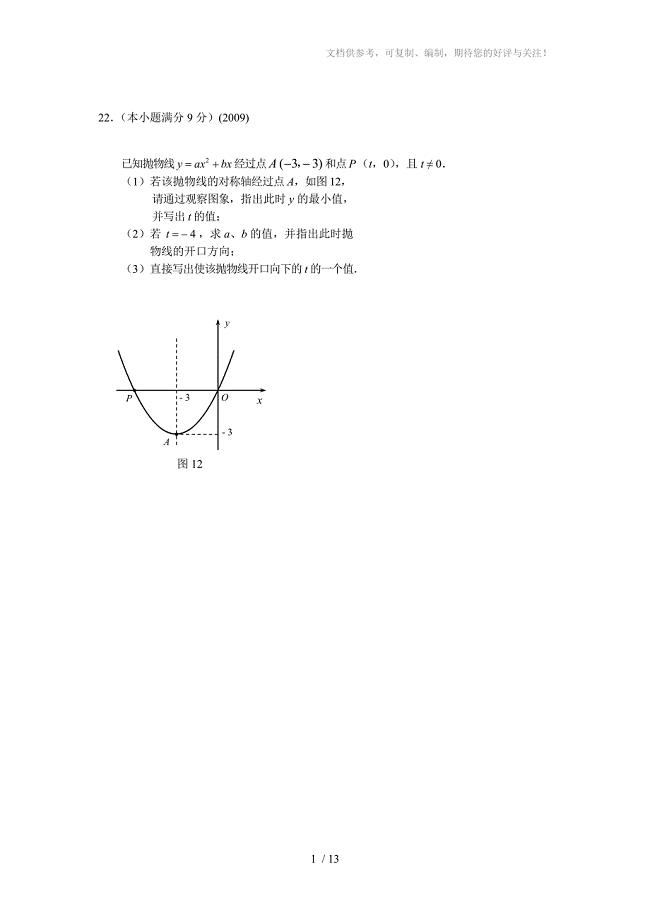
河北中考22题集锦带答案
对媒介即讯息的理解
2023租车协议书范文.docx
实用的供货合同10篇
四则运算和小数加减法专项练习.doc
2023年圣诞节活动策划73.docx
2023母亲节的演讲稿120范文.docx
《端午日》教学设计.doc
有关初中叙事作文锦集8篇.docx
2023年天津四中高二生物第二学期期末检测试题(含解析).doc
建筑节能的施工专项的施工方案
2023中学教师师德考核个人总结范文(二篇).doc
2023年高中的作文600字6范文.docx
2023年购房合同235范文.docx
 武汉理工大学电子电工实习报告
武汉理工大学电子电工实习报告
2023-04-29 9页
【精校版】人教版七年级上英语第1单元测试题含答案
2024-02-25 6页
搅拌站验收材料
2023-08-04 115页
南通关于成立智能装备公司可行性研究报告(DOC 83页)
2023-12-10 83页
尤镇中心小学双语教学工作总结
2023-11-02 4页
北京课改13册语文书四首古诗词鉴赏
2023-12-29 6页
[最新]【沪科版】八年级数学下册教案18.1 第1课时 勾股定理
2023-10-05 2页
分式的乘除练习(教育精品)
2023-05-31 3页
时态和被动语态答案
2023-02-13 8页
分部分项工程安全技术交底
2024-02-07 116页