
焊接过程控制程序
12页
1、细心整理焊接过程限制程序1 目的和运用范围为了保证焊接施工处于受控状态,确保工程焊接质量,特制定本程序。本程序适用于公司建筑安装和压力容器、锅炉、压力管道的焊接施工。 Q/ZS21003-2009 文件限制程序 Q/ZS21004-2009 记录限制程序 Q/ZS20901-2009 人力资源管理程序 Q/ZS20401-2009 施工生产过程限制程序 Q/ZS20701-2009 施工机具装备管理程序2 职责焊接技术中心是负责焊接限制的归口管理部门,各单位技术部门负责实施。3 工作程序焊接工艺流程限制见图1。焊接工艺评定申请焊接施工前准备编制通用焊接工艺规程评定报审批准实施焊接工艺评定图纸会审4 焊工4.1 凡在公司各工程车间施焊的焊工应听从公司的统一管理,焊工合格证“聘用状况”的“聘用单位”栏应当公司公章,“法人代表”栏应有法人代表签字或盖章。4.2 焊工上岗前应取得及所焊工程相应的资格。4.3 参加国外引进工程施工的焊工,还应依据有关文件指定的标准进展考核,考核合格后上岗。4.4 各单位焊工管理人员应建立焊工台账,并按时向公司焊接技术中心申请焊工资格考试。4.5 公司焊接技术中心
2、遵照有关标准规定进展焊工资格培训考试工作,并负责按标准规定办理焊工资格证件。4.6 焊工考试资料由公司档案科归档。4.7 焊工资格失效前13个月焊工应重新考试。4.8 首次参加考试或参加公司首次选用的焊接方法、钢材、焊接材料考试的焊工,应先参加培训在进展考试。4.9 考试合格的焊工只能担当合格工程的范围内的焊接工作。有技术人员负责支配、焊接检验员监视检查。4.10 焊接技术中心负责建立公司焊工资格台账。5 焊接材料5.1 焊接材料应放在枯燥通风良好的仓库内贮存保管。焊材库内限制温度在5摄氏度以上,相对湿度在60%以下,并做记录。5.2 焊条、焊剂运用前应按产品说明书的规定由焊材烘干人员进展烘烤。5.3 焊材保管人员发觉焊条出现受潮、生锈、药皮脱落应报告有关人员,对焊条质量进展再确认。5.4 焊条烘干时制止将焊条突然放进高温炉内或从高温炉中突然取出冷却,防止焊条因骤热骤冷而产生药皮开裂。5.5 焊条烘干时应填写记录,先烘干的焊条应先发放运用。5.6 施工班组依据生产准备提前一至二天填写焊接材料预约单并交烘干室预约、烘干焊条。焊工凭焊材预约单在焊接时领取焊接材料。5.7 焊接材料发放及焊工
3、领取焊条时,必需核对焊材牌号,的确相符后,在焊接材料发放记录上相互签字认可。6 焊接设备6.1 焊接设备及焊条烘干设备的操作人员应依据设备维护、保养限制程序及设备检修限制程序进展维护、保养和检修。6.2 焊接设备及烘干设备的仪表应在有效的计量校验周期内。6.3 焊接设备上另行配置的仪表应统一固定在配电盘上。7 焊接工艺7.1 依据焊接施工的根本要求,焊接技术中心负责编制通用焊接工艺标准。7.2 需进展焊接工艺评定的工程,施工前由各分公司、工程经理部、厂提出焊接工艺评定申请,经单位主管人员批准后报焊接技术中心。7.3 焊接技术中心负责焊接工艺评定和编制焊接工艺评定报告,并报公司技术负责人批准。7.4 依据焊接工艺评定报告,焊接技术中心编制通用焊接工艺规程,下发有关单位。7.5 分公司、工程经理部、厂焊接技术人员,依据通用焊接工艺规程,结合工程产品实际编制产品的焊接工艺卡,连同通用焊接工艺标准指导焊工作业。8 焊后热处理8.1 焊接施工前,焊接技术人员应向焊接施工人员进展技术交底。8.2 焊口组对人员应按焊接工艺要求制备坡口和组对。8.3 焊工应严格按焊接工艺要求进展施焊。8.4 锅炉和压
《焊接过程控制程序》由会员re****.1分享,可在线阅读,更多相关《焊接过程控制程序》请在金锄头文库上搜索。
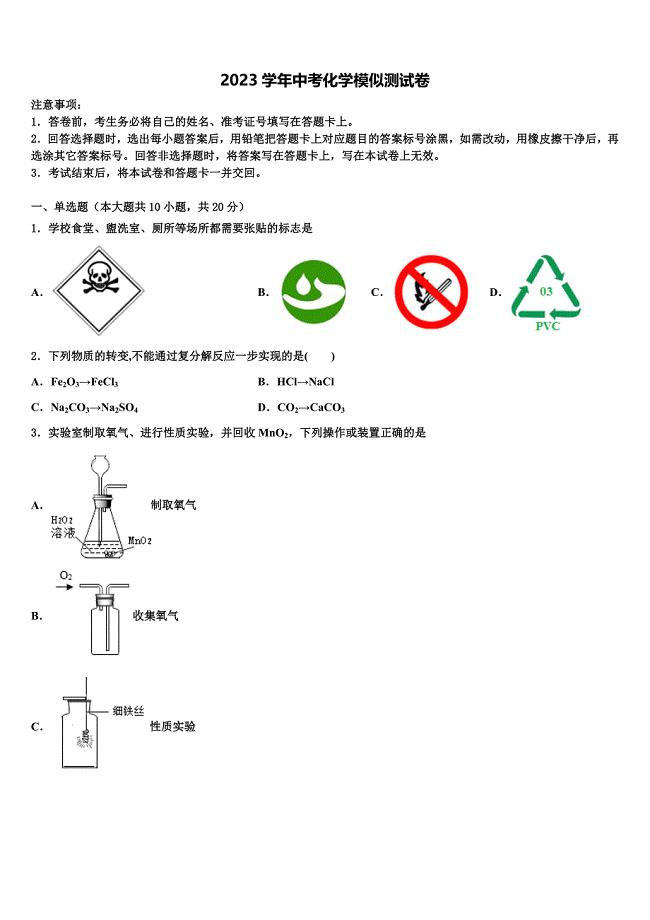
2023年陕西省渭南市合阳县市级名校中考化学模拟试题(含答案解析).doc
幼儿园教育指导纲要(试行).doc
定冠词the的用法.doc
2023年煤矿12月份安全工作总结范文.docx
ktv股份转让协议书格式版(3篇).doc

全市气象当代化建设工作会议讲话稿
最新 苏教版化学必修二双基限时练【14】太阳能、生物质能和氢能的利用含答案
班干部竞选演讲稿集锦15篇

信息披露管理规定.docx
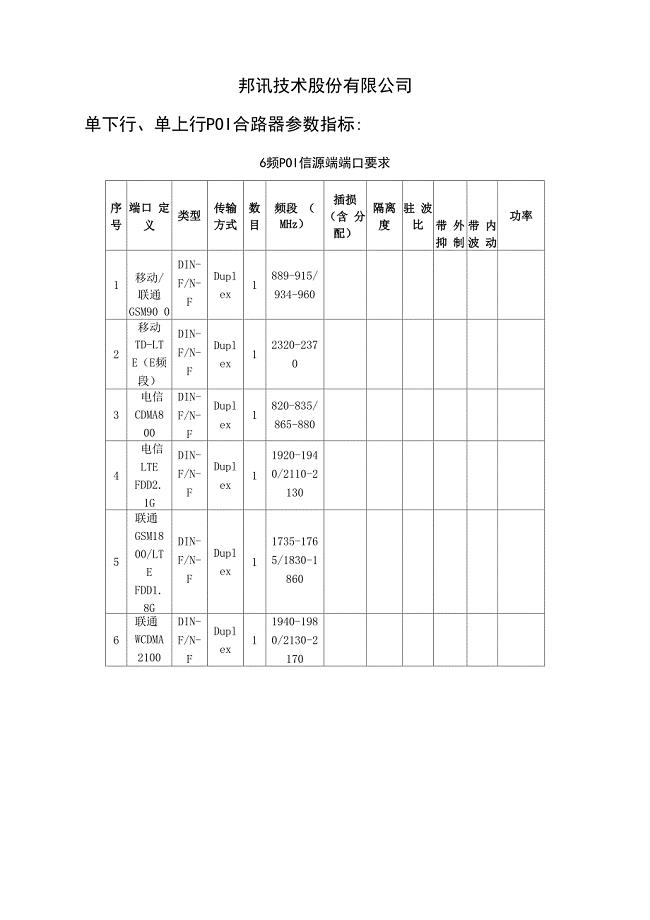
POI合路器测试参数指标
二年级语文第二单元复习课教案
2023年超市销售员实习报告范文.docx

2023年江西省南康中学生物高二下期末达标检测试题(含解析).doc
2023年写给旅游客人的道歉信-道歉信.docx
2023年区志办五年工作总结和今后五年工作计划.docx
圆周运动综合练习题(有答案)
苏教版小学《科学》六年级上册期末复习检测题
![[最新]贵州省贵阳市九年级数学竞赛讲座 11第十一讲 双曲线](https://union.152files.goldhoe.com/2023-11/2/26976629-dc0a-4230-87cc-04330f2b1f13/pic1.jpg)
[最新]贵州省贵阳市九年级数学竞赛讲座 11第十一讲 双曲线
EPC工程总承包的概念
2023年三年级下册优秀学生评语.docx
 全国青联第十三届全委会观后感个人感悟5篇
全国青联第十三届全委会观后感个人感悟5篇
2023-10-08 10页
教师个人培训计划范文(6篇).doc
2023-05-18 17页
幼儿园户外活动计划模板(二篇).doc
2023-04-12 3页
全套毕业设计螺旋千斤顶的设计及运动仿真
2023-05-18 44页
个人总结范文大学学期末个人总结范本分享
2023-06-15 4页
2023班主任计划第二学期范本(五篇).doc
2024-01-15 17页
2023试用期工作计划范本(8篇).doc
2023-04-05 18页
中班健康公开课起床喽教案反思
2023-01-11 6页
营销策划代理合同
2024-02-05 16页
工厂车间下半年工作计划范本(四篇).doc
2023-08-27 15页