
钢结构施工工艺流程
6页
1、第1章 钢结构施工工艺流程施工准备原材料采、验、进厂下料制作检验校正预拼装除锈刷防锈漆一道成品检验编号构件运输预埋件复验钢柱吊装钢梁吊装檩条、支撑系统安装主体初验刷面漆 屋面板安装墙面板安装门窗安装验收第2章 构件制作5.2.1钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求。5.2.2焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。5.2.3钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、铆栓(机械型和化学式剂型)、地脚铆栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。5.2.4焊工必须经考试合格并取得合格证书。持证焊工必须在其考试合格项目及其认可范围内施焊。5.2.5设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷作出判断时,应采用射线探伤,其内部
2、缺陷分级及探伤方法应符合现行国家标准钢焊缝手工超声波探伤方法和探伤结果分级法GB1135或钢溶化焊对接接头射线照相和质量分级GB3323的规定。5.2.6钢柱、钢梁腹板下料时应注意截面尺寸的变化,应在两端留有加工余量。5.2.7柱、梁的主要焊缝采用埋弧自动焊接,焊接顺序要按焊接工艺要求的顺序进行。5.2.8制孔时,所有连接板、节点板必须配对钻孔,制孔精度应符合规范的要求。5.2.9防腐涂装:采用抛丸除锈,达到ST2级。构件表面不应误涂(特别是摩擦连接面)、漏涂、涂层不应脱皮和返锈等。涂层应均匀、无明显皱皮、流坠、针孔和气泡等。5.2.10构件出厂前要进行检验和编号,编号时一般要标注轴线列号,超重超长构件有时还要标注重量和起吊重心位置。第3章 运输和堆放5.3.1要事先勘查道路,选择运输车辆型号,对运输不便的构件,采用现场拼装的方式。装卸时对容易变形的构件,要采取一定的措施。装卸时要保护构件的油漆面。5.3.2堆放场地要坚实、平整,排水良好。5.3.3构件不能直接置于地上,要垫高200以上,平稳地放在支座上,支座间地距离,应不使构件产生残余变形为限。5.3.4构件地堆放位置,应考虑到现场
《钢结构施工工艺流程》由会员人***分享,可在线阅读,更多相关《钢结构施工工艺流程》请在金锄头文库上搜索。

好用的在线OCR文本识别网站推荐
《实践论》论认识和实践的关系——知和行的关系
年产xx吨光伏硅料项目企划书【范文参考】
长春市2020版二年级上册期末思维创新测评数学试卷C卷
2023年智能合作协议书范本
新员工培训总结及心得体会范文
委托培养协议书新
在朗读中感受父子深情
地沟及盖板技术交底
冬季施工方案
企业安全生产标准化考评结果告知书
北京市律师聘用协议范文(三篇).doc
销售2023近期工作计划(2篇).doc
贫困村产业扶持基金使用管理实施细则.doc
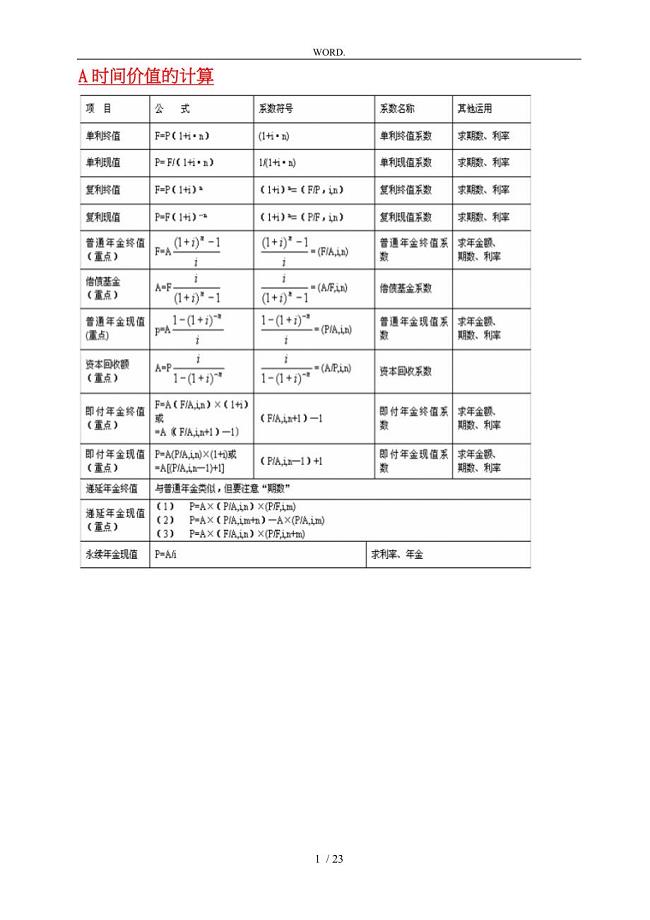
财务管理公式汇总整理
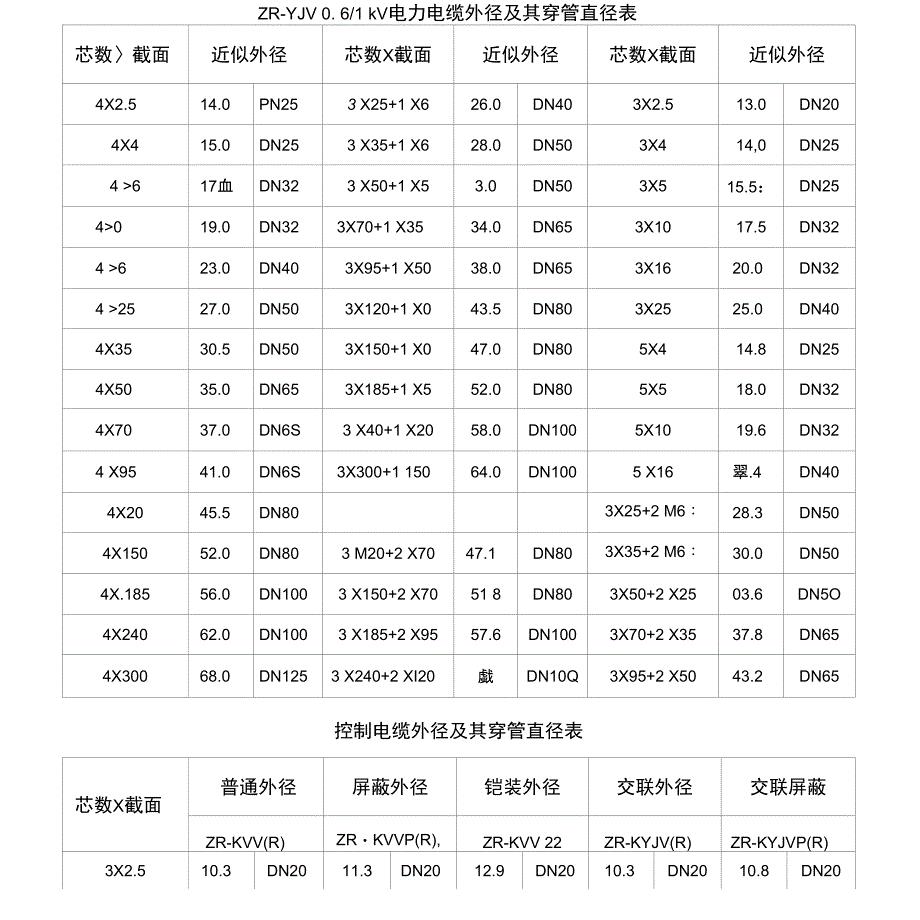
(完整版)常用电缆外径及其配管表
河源医疗美容服务项目申请报告
“文信侯欲攻赵以广河间”阅读答案及翻译原文及翻译
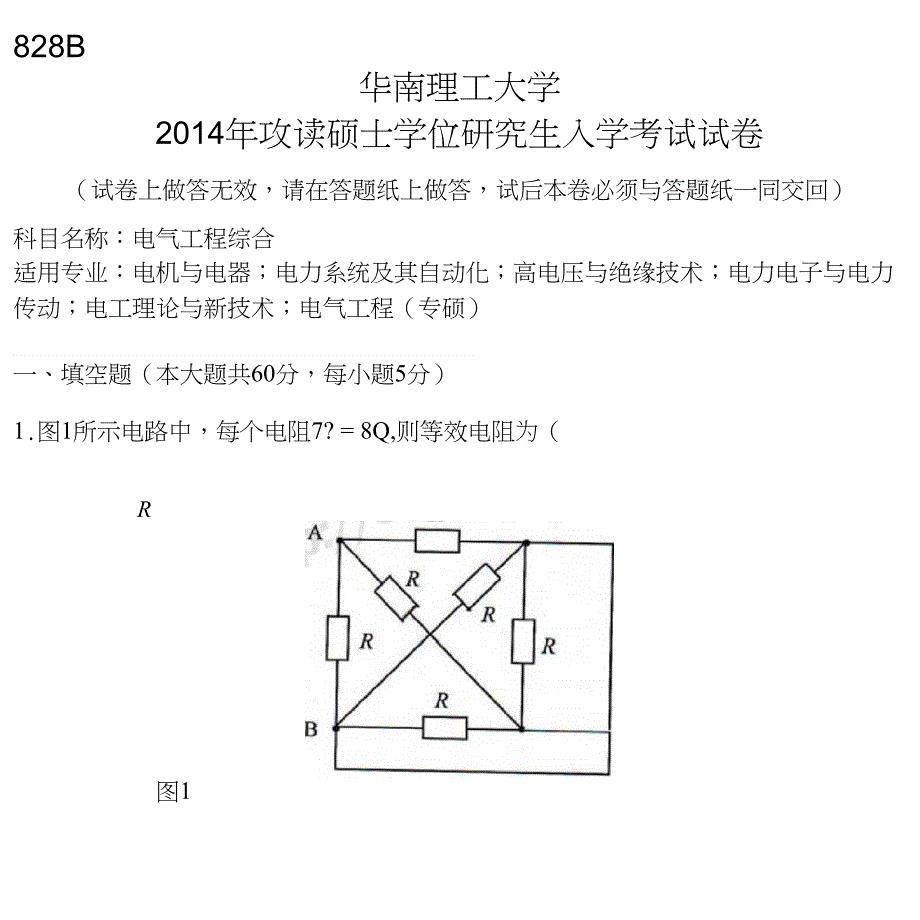
考研真题828电气工程综合2014
2023年电大行政组织学作业答案形考答案
 笔译服务笔译服务合同(翻译中心)的应用
笔译服务笔译服务合同(翻译中心)的应用
2023-09-09 2页
隧道激光断面仪的原理
2023-03-20 4页
12层剪力墙施工组织设计
2023-09-11 118页
二级造价工程师《土木建筑工程》复习题集(第1054篇)
2023-04-12 21页
街道办事处主任个人自我总结
2022-08-17 4页
【施工方案】安全文明施工方案-2
2023-02-04 23页
蜂窝包装机械详解
2023-03-25 9页
供应商实地考察表
2023-08-13 5页
房地产案名分类集锦
2023-08-12 2页
thompson算法的实现
2022-12-14 6页