
最新光纤激光切割机多少钱一台
22页
1、最新光纤激光切割机多少钱一台 光纤激光切割机多少钱一台所谓激光切割就是将激光束照射到工件外表时释放的能量来使工件融化并蒸发,以到达切割和雕刻的目的,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工本钱低等特点,将逐渐改良或取代于传统的金属切割工艺设备。激光切割机系统一般由激光发生器、(外)光束传输组件、工作台(机床)、微机数控柜、冷却器和计算机(硬件和软件)等局部组成。产品简述激光切割机设备作为一种新型的工具越来越成熟的运用到各种行业,包含激光切割机、激光雕刻机、激光打标机、激光焊接机等。那么激光切割到底是怎么运用的,激光切割的好坏又怎么区分呢?首先激光的能量以光的形式集中成一条高密度的光束,光束传递到工作外表,产生足够的热量,使材料熔化,加之与光束同轴的高压气体直接除去熔化金属,从而到达切割的目的,这说明激光切割加工同机床的机械加工有着本质的区别。它是利用从激光发生器发射出的激光束,经光路系统,聚焦成高功率密度的激光束照射条件,激光热量被工件材料吸收,工件温度急剧上升,到达沸点后,材料开始汽化并形成孔洞,伴随高压的气流,随着光束与工件相对位置的移动,最终使
2、材料形成切缝。切缝时的工艺参数(切割速度,激光器功率,气体压力等)及运动轨迹均由数控系统控制,割缝处的熔渣被一定压力的辅助气体吹除。一般来说,激光切割质量可以由以下6个标准来衡量。1.切割外表粗糙度Rz2.切口挂渣尺寸3.切边垂直度和斜度u4.切割边缘圆角尺寸r5.条纹后拖量n6.平面度F工作原理激光是一种光,与自然界其它发光体一样,是由原子(分子或离子等)跃迁产生的,而且是自发辐射引起的。激光虽然是光,但它与普通光明显不同是激光仅在最初极短的时间内依赖于自发辐射,此后的过程完全由激辐射决定,因此激光具有非常纯粹的颜色,几乎无发散的方向性,极高的发光强度。激光同时又具有高相干性、高强度性、高方向性,激光通过激光器产生后由反射镜传递并通过聚集镜照射到加工物品上,使加工物品(外表)受到强大的热能而温度急剧增加,使该点因高温而迅速的融化或者汽化,配合激光头的运行轨迹从而到达加工的目的。激光加工技术在广告行业的应用主要分为:激光切割、激光雕刻两种工作方式,对于每一种工作方式,我们在操作流程中有一些不尽相同的地方。激光雕刻:主要是在物体的外表进行,分为位图雕刻和矢量雕刻两种:位图雕刻:我们先在P
3、HOTOSHOP里将我们所需要雕刻的图形进行挂网处理并转化为单色BMP格式,而后在专用的激光雕刻切割软件中翻开该图形文件。根据我们所加工的材料我们进行适宜的参数设置就可以了,而后点击运行,激光雕刻机就会根据图形文件产生的点阵效果进行雕刻。矢量雕刻:使用矢量软件如Coreldraw,AutoCad,Iluustrator等排版设计,并将图形导出为PLT,DXF,AI格式,打标机,然后再用专用的激光切割雕刻软件翻开该图形文件,传送到激光雕刻机里进行加工。在广告行业主要适用于木板、双色板、有机玻璃、彩色纸等材料的加工。激光切割:我们可以理解为是边缘的别离。对这样的加工目的,我们应该先在CORELDRAW、AUTOCAD里将图形做成矢量线条的形式,气动打标机,然后存为相应的PLT、DXF格式,用激光切割机操作软件翻开该文件,根据我们所加工的材料进行能量和速度等参数的设置再运行即可。激光切割机在接到计算机的指令后会根据软件产生的飞行路线进行自动切割。如:现有激光切割机,可以根据电脑绘制好的模板,然后直接输入电脑,自动切割图形。现有的激光切割机一般都有自己的硬盘,可输入海量数据源。光纤型光纤激光切
4、割机五点使用技巧1)双焦距激光切割头是激光切割机上的易损物品,长期使用,导致激光切割头损坏。2)每六个月检查光纤激光切割机轨道的直线度及机器的垂直度,发现不正常及时维护调试。没有做这个的,有可能切割出来的效果就不怎么好,误差会增加,影响切割质量。这个是重中之重,必须要做的。3)每周一次用真空吸尘器吸掉机器内的粉尘和污物,所有电器柜应关严防尘。4)经常检查光纤激光切割机钢带,一定保证拉紧。不然在运行中出了问题,有可能就会伤到人,严重还能导致人员死亡。钢带看似小东西,出了问题还是有点严重的。5)光纤激光切割机各导轨应经常清理,排除粉尘等杂物,保证设备正常齿条要经常擦拭,加润滑油,保证润滑而无杂物。导轨要经常进行清理和上润滑油,还有就是电机也要经常的进行清理和上润滑油,机器在行进中就能更好的走位,更准确的切割,切割出来的产品质量就会提高。北京博瑞激光金属加工是专业研发、生产工业激光切割设备的高新技术企业,拥有专业的设计团队,是一个高素质的创新公司。公司自成立以来一直致力于钣金及钣金加工设备研发,在研发和生产的过程中得到了国内外顶级激光科研机构支持,使公司的激光产品一举站在先进行列。公司主营的
《最新光纤激光切割机多少钱一台》由会员枫**分享,可在线阅读,更多相关《最新光纤激光切割机多少钱一台》请在金锄头文库上搜索。
工程工程合同范文集合五篇
2023庆六一班会发言稿.doc
农村现代远程教育学用管理培训班讲话
幼儿园中班数学期末试
CFG桩间土开挖及截桩头施工方案
热门企业年终工作总结范文汇编九篇
《孔子》观后感_29

2023年江西井冈山市纪委招考聘用笔试参考题库含答案解析_1
汽车经销模式研究

一级建造师培训冯尚岭

柏浪涛:对象错误与打击错误的实质区分——在隔离犯中展开丨法学评论
股份赠与合同
浙江省建筑三类人员安全员C证考试题库14含答案
基于单片机的电子负载毕业论文(含原理图+程序)
高考祝福短信大全
阆中市关于成立农村现代化公司可行性分析报告_模板参考
身边朋友的趣事、糗事
适合幼儿园的66套舞蹈
2023中小学教师2.0信息技术研修计划例文(五篇).doc
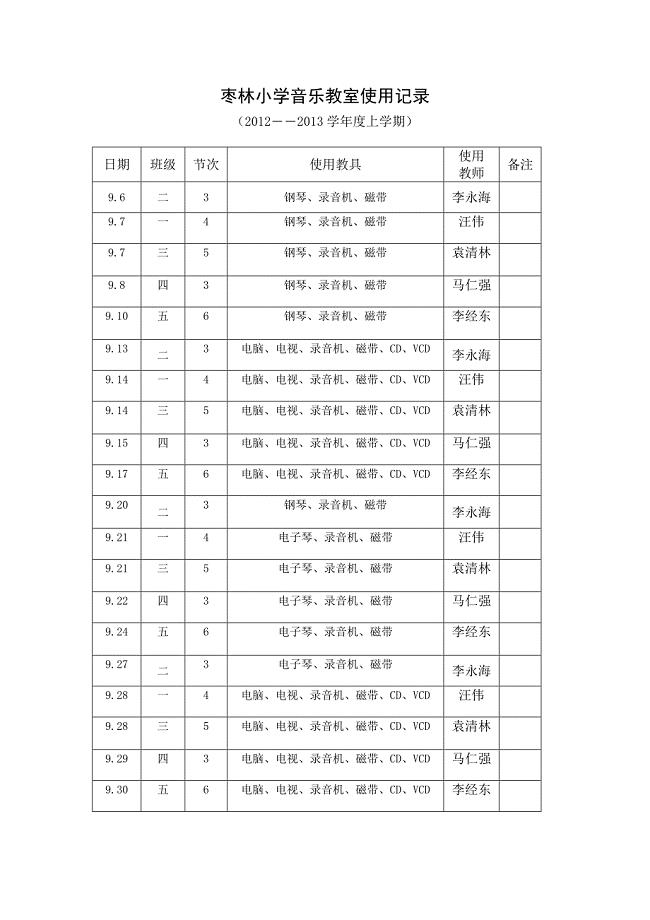
12-13枣林小学音乐教室使用记录
 竞聘医院办公室主任演讲稿范文集合10篇
竞聘医院办公室主任演讲稿范文集合10篇
2022-08-18 24页
工程管理实习心得体会
2023-09-13 32页
市委党校中青年干部培训班学习心得体会
2023-08-14 6页
幕墙工程材料供应保证措施
2023-07-14 2页
室内设计 家居装饰设计 客户 用户 需求分析表
2022-07-22 3页
触电事故应急演练总结
2022-08-23 5页
写给女挚友的致歉信15篇
2022-12-26 31页
黔东南关于成立数字技术公司商业计划书_模板参考
2024-02-13 113页
第三周实习心得
2023-03-26 9页
三八幼儿园手工活动方案范文(四篇)
2022-10-27 7页