
互换性与测量技术yy
207页
1、互换性与技术测量,机械教研室 张 凯,QQ:252452881,第1章 绪论,第2章 极限与配合基础,第3章 形状和位置公差,第4章 表面粗糙度,第5章 测量技术基础,第6章 光滑极限量规设计,第7章 机械零件精度设计,第8章 尺寸链,互换性与技术测量,1.1 课程简介和要求,1.2 互换性概述,1.3 零件加工误差和公差,1.4 标准化基本知识,第1章 绪论,1.5 优先数和优先数系(自学),第1章 绪论,目的与要求:掌握互换性的概念及分类方法; 了解互换性的意义及实现手段标准化。,重点:互换性的定义与标准化 难点:互换性的分类 学时:2学时 作业:1-3,参考资料: 韩进宏.互换性与测量技术. 北京:机械工业出版社,2005 王伯平.互换性与测量技术基础.北京:机械工业出版社,2003 李军.互换性与技术测量基础.武汉:华中科技大学出版社,2007,第1章 绪论,1.1 课程简介和要求,1、特点:专业技术基础课(主干) 定义概念多,符号多 , 标准多,记忆内容多,但简单,易学。 2、重要性:承上启下-从课程设计至毕业设计的应用,毕业后的应用。 3、学时:讲课 32 实验 8 4、组
2、成:上课,作业,测验,实验。 5、性质:互换性属于标准化的范围,而技术测量属于计量学,本课程就是将理论和实践紧密结合的学科。 6、任务:从互换性角度出发,围绕误差与公差,研究如何合理确定公差和采用适当的技量手段解决零件使用与制造的矛盾。 7、要求:要求掌握互换性与技术测量的基本原理,会使用各种公差标准与标注,并能进行一般的技术测量工作,为今后的学习和工作打下良好的基础。,第1章 绪论,1.2 互换性概述,研究表明:2000多年前,中国的兵器制造就已经开始应用互换性原理,西安秦始皇陵兵马俑坑出土的大量的具有相同质量的几万件兵器就是最好的例证。,第1章 绪论,1.2 互换性概述,“3S”化: Standardization (标准化) Simplification (简单化) Specialization (专门化),第1章 绪论,1.2 互换性概述,1.2.1 互换性的含义,在生活中互换性随处可见,举例:组成现代技术装置和日用机电产品的各种零件,如电灯泡、自行车、手表、缝纫机上的零件、一批规格为M10-6H的螺母与M10-6g螺栓的自由旋合。在现代化机械制造生产中,一般都遵守互换性原则。
3、 在制成的同一规格的一批零件中,不需任何挑选或附加修配或再调整,就可装上机器(或部件)上,而且达到规定的使用性能要求,具有上述要求的零部件称为具有互换性的零部件。,第1章 绪论,1.2.2 互换性的分类,1完全互换性 完全互换是指一批零(部)件装配前不经选择,装配时也不需修配和调整,装配后即可满足预定的使用要求。如螺栓、圆柱销等标准件的装配大都属于此类情况。 2不完全互换性(有限互换性) 当装配精度要求很高时,若采用完全互换将使零件的尺寸公差很小,加工困难,成本很高,甚至无法加工,则可采用不完全互换法进行生产。,第1章 绪论,1.2.2 互换性的分类,滚动轴承的外互换采用完全互换; 滚动轴承的内互换采用分组装配,为不完全互换。,第1章 绪论,1.2.3 互换性的技术经济意义,1在设计方面,有利于最大限度采用标准件、通用件和标准件,大大简化绘图和计算工作,缩短设计周期,便于计算机辅助设计CAD。 2在制造方面,有利于组织专业化生产,采用先进工艺和高效率的专用设备,提高生产效率。 3在使用、维修方面,可以减少机器的维修时间和费用,保证机器能连续持久的运转,提高了机器的使用寿命。,第1章 绪
4、论,1.3 零件的加工误差和公差,1.3.1 机械加工误差,1尺寸误差 2形状误差 3位置误差 4表面微观不平度,第1章 绪论,1.3.2 几何量公差,第1章 绪论,1.4 标准化基本知识,标准与标准化是联系现代化工业生产生产部门和生产环节的主要途径和手段,是实现互换性的基础。 标准化是指为了在一定的范围内获得最佳秩序,对实际或潜在的问题指定共同的和重复使用的规则的活动。,第1章 绪论,1.4 标准化基本知识,标准化: A、技术标准:对产品和工程建设质量、规格及检验方面所作的技术规定。我国技术标准分三级:国家标准(GB)、部门标准(专业标准,如JB)、企业标准。 B、公差标准:对零件公差和相互配合所制订的标准。标准的分类见图1-3:,第1章 绪论,1.4 标准化基本知识,第1章 绪论,1.4 标准化基本知识,标准的分级:,第1章 绪论,1.5 优先数和优先数系,在产品设计或生产中,为了满足不同的要求,同一品种的某一参数,从大到小取不同值时(形成不同规格的产品系列),应该采用一种科学的数值分级制度,人们由此总结了一种科学的、统一的数值标准,即为优先数和优先数系。,2.1 概述,2.2 极
《互换性与测量技术yy》由会员luoxia****01801分享,可在线阅读,更多相关《互换性与测量技术yy》请在金锄头文库上搜索。
化学物质环境风险评估技术方法
新型冠状病毒感染的肺炎病例 转运工作方案(试行)
公共交通工具消毒操作技术指南
新型冠状病毒感染的肺炎防控方案(第三版)
人教版五年级上册数学解方程专题练习
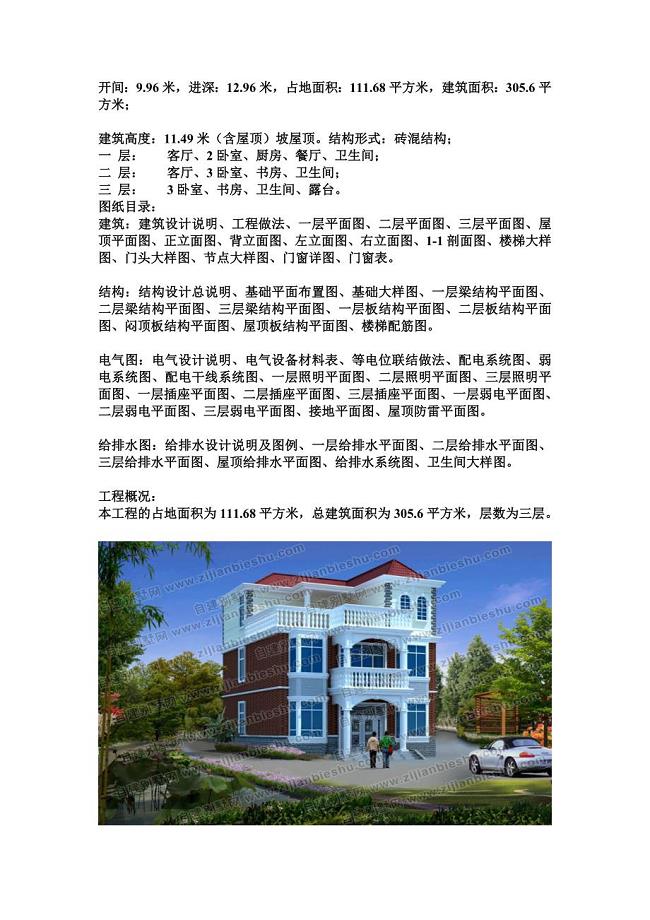
三层两室一厅经济实用自建房设计图

人教版小学五年级数学稍复杂的方程同步练习题

人教版小学数学三年级下册计算题专项练习
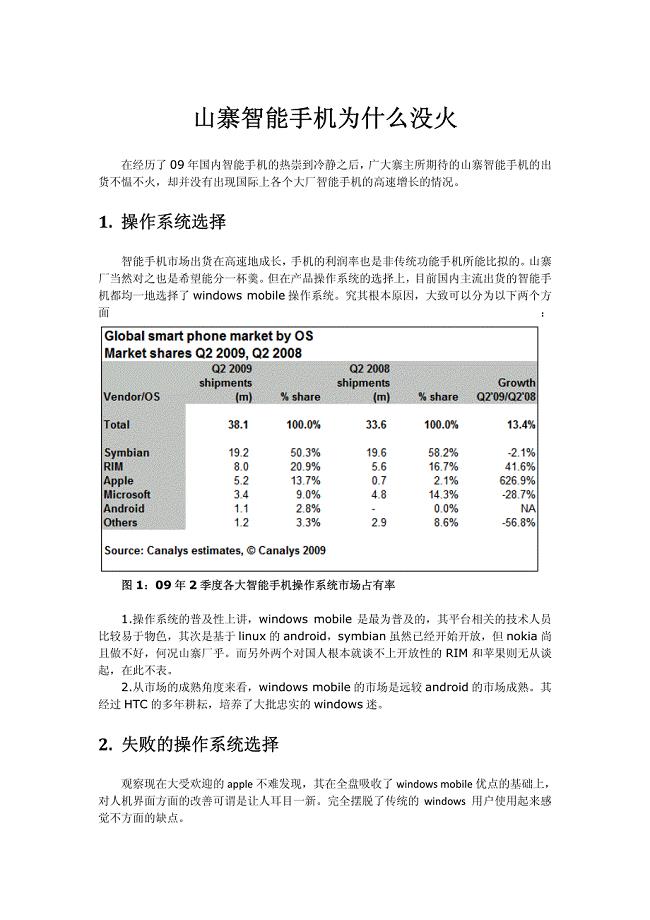
山寨智能手机为什么没火

五年级上册列_方程解决问题练习题
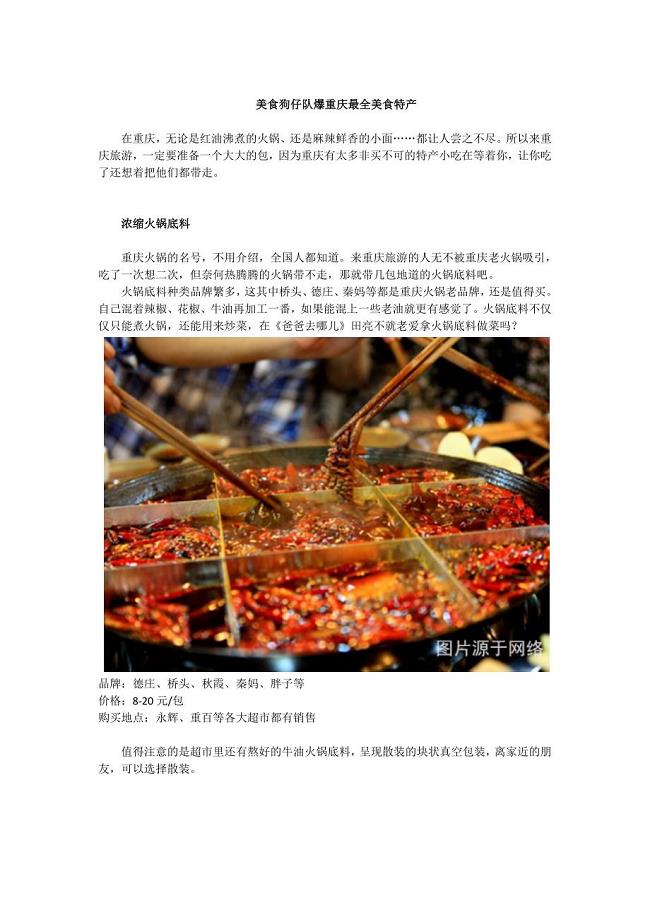
美食狗仔队爆重庆最全美食特产
书评《不负如来不负卿》
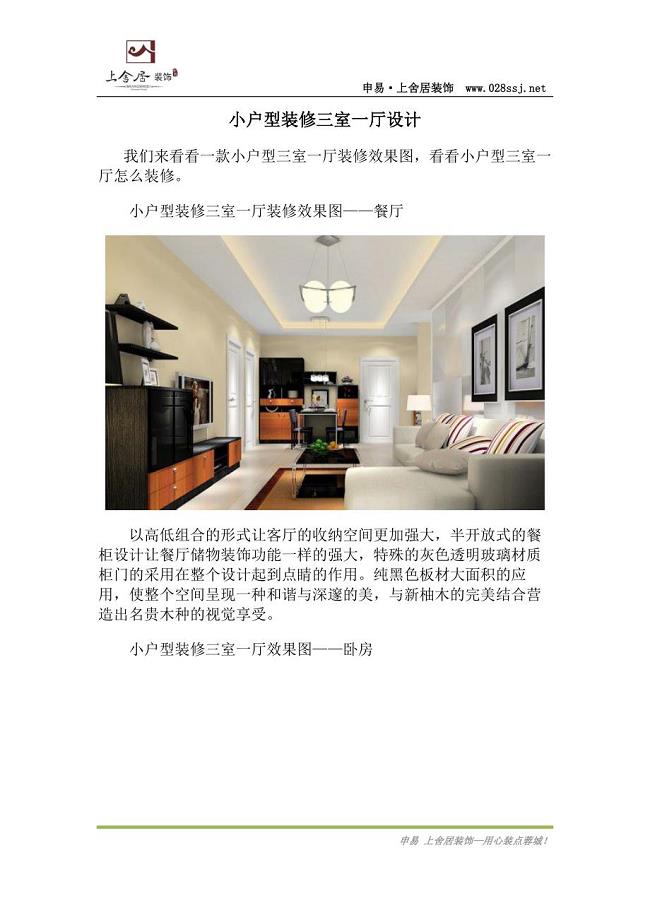
小户型装修三室一厅设计
计算机网络安全问题分析
人教版三年级面积练习题2
新君悦酒店公寓woc入户精确覆盖方案预算
农村一层平房设计全套施工图纸_别墅设计图纸_农村房屋设计图
自媒体时代的隐私权保护
物理口诀
![最具个性的微信,qq签名[版]](https://union.01img.goldhoe.com/2019-2/9/f39677c7-debd-4500-b187-1e59997195d2/pic1.jpg)
最具个性的微信,qq签名[版]
 免疫学课件complement
免疫学课件complement
2023-03-11 53页
医用高等数学课件随机事件及其概率
2023-03-09 35页
医学细胞遗传学课件细胞衰老细胞死亡
2023-03-06 69页
免疫学课件第十七章病毒的基本性状
2023-02-28 24页
医学微生物学课件14.病毒的基本性状
2023-02-28 44页
生物化学(实验)课件综合实验二
2023-02-22 50页
免疫学课件2 免疫原-YH
2023-02-22 68页
医用高等数学课件2-极限与连续-(2011)-rev
2023-02-22 83页
免疫学课件免疫缺陷及免疫应用
2023-02-22 80页
生物化学课件基因表达调控2
2023-02-22 66页