
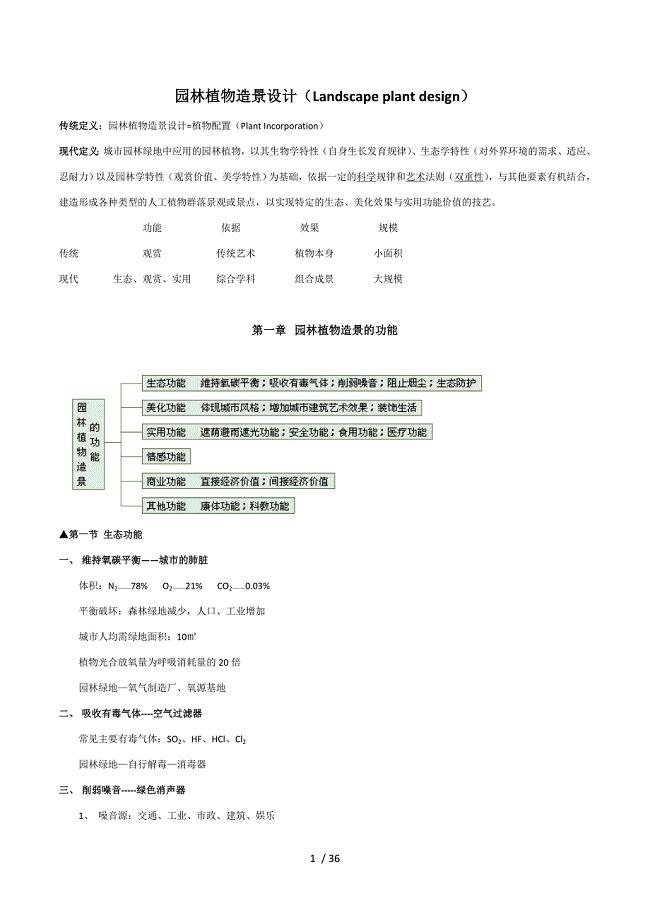
轮胎工艺概况
28页
1、轮胎工艺报告,1. 关于轮胎,如果说发动机是汽车的心脏,那么轮胎就是汽车的四肢。“千里之行始于足下”,轮胎作为汽车与地面唯一接触的一个零部件,它的作用越来越被人们重视。,1.1 轮胎的类型、优缺点,1.2 轮胎花纹类型,根据优缺点,无论从环保方面、经济方面还是安全方面,子午化、无内胎化和低扁平化是轮胎结构设计发展的方向,也是绿色轮胎的首选。,接下来让我们一起来看看子午线轮胎吧,2. 子午线轮胎的简介,2.1 子午线轮胎的分类,帘布层,不同,1、全钢丝子午线轮胎 胎体,带束层全为钢丝, 且帘线只用一层。 2、半钢丝子午线轮胎 胎体为纤维,带束层为钢丝,帘线层束比斜交胎要少。 3、全纤维子午线轮胎 胎体,带束层全为纤维,注意:斜交胎没有钢丝帘线的,当然也就没有全钢或半钢斜交胎之说。只要说“全钢胎”或“半钢胎“,那肯定是指子午胎,3.半钢子午线轮胎的工艺流程,3.1 半钢子午胎结构特点 胎体帘布层的帘线与胎面中心线成90角,各层帘 线彼此不交叉。 帘线在圆周方向上只靠橡胶来联结。 轿车胎一般采用半钢子午线轮胎结构。 部分轻卡胎采用半钢子午线轮胎结构。,3.2 结构,结构特点: 胎面一般采用单
2、一胶料,可不做分层设计 在带束层上增加一至两层纤维冠带层,提高轮胎高速性能 胎侧柔软。耐曲挠疲劳性及抗光老化性能好 无内胎设计,气密层要求有极低的透气性 为提高胎圈区的刚性,采用大而硬的三角胶蕊, 轮胎结构的所用材料及基本要求:,炼胶,带束层押出,胎面押出,帘 布 压 延,胎侧押出,内衬胶压延,钢丝押出,NE/NF纵裁,帘布裁断,预复合,三角胶贴合,钢丝裁断,二段成型,一段成型,内喷涂,硫 化,修 剪,检 查,静动 平衡 检查,均一 性测 试,成 品,半 钢 子 午 胎制造工艺过程,3.3,3.3.1混炼工艺,天然胶,合成胶,配合剂,炭黑,油,烘胶,切胶,去包装,切胶,解包 输送,加温 保温,粉碎,配料,配料、备料,混炼,冷却,停放,快速检验,(1)混炼胶生产工艺流程:,含有较大量合成胶和较 低量补强填料的胶料可 采用两段混炼工艺,即:母炼+终炼。,含有大量补强填料的 天然胶胶料及后续加 工过程要求低粘度的 胶料,可采用三段混炼工艺,即:一段母炼+二 段母炼+终炼。,含有大量补强填料和少量塑 解剂的天然胶胶料,在后续加 工过程中,特别是压出过程中,由于粘度高而导致气孔或升温 高的胶料,
3、需采用四段混炼工艺, 即:一段母胶+二段母胶+三 段母胶(或返炼)+终炼。,(2)胶料混炼工艺设计原则,A,B,C,(3)应关注的几个问题,大多数补强剂都需要高剪切才能正常分散,因此填充补强剂一般在混炼初期加入,此时胶料的剪切力最大。 酸性与碱性材料尽量不要同时加入,如果同时加入,填充剂将在转子上产生结块现象。 部分助剂,如某些促进剂、防老剂和硫磺在炼胶温度下,在橡胶中相对不溶解,会导致分散问题,并且在硫化剂作用下在最终产品形成局部过硫点,硫化体系助剂的良好分散式获得高质量胶料的关键,如能在超过材料熔点的温度上炼胶, 就能实现助剂的最佳分散,获得高质量的混炼胶。 密炼机的填充系数、转子转速和上顶栓压力也会影响混炼胶质量。,混炼胶收料温度的控制 母炼胶收料温度:最高40。 终炼胶收料温度:最高35。 胶料温度的测试方法:胶垛温度应在胶片总厚度的一半处采用接触式测温方式测量。 混炼胶的使用温度 用于半部件加工时胶料温度应在20至35。 在特殊高温的情况下,胶料使用时的温度应当不超过室温5。 子午胎胶料中炭黑用量大,混炼均采用多段混炼工艺。 第一段混炼是将生胶与大部分补强填补剂、除硫磺和促进
4、剂以外的配合剂进行 混炼。 中间段混炼是将一段母炼胶与剩下的补强填充剂进行混炼 终炼胶是将中间段母炼胶与硫磺和促进剂进行混炼,制成半成品混炼胶。 由于各段混炼目的不同,因此密炼工艺亦不相同。 第一段采用高转速、混炼时间较长、排胶湿度较高。 终炼胶采用低转速、混炼时间短、排胶温度低。,(4)工艺:,3.3.2 轮胎胎面、胎侧复合压出工艺流程,(1) 使用设备: KRUPP三复合挤出联动线,联动线又包括: 1)喂料输送带 2)上部挤出机(200)、中部挤出机(120)、下部挤出机(120) 3)三复合挤出机头(包括流道板、预口型、最终口型) 4)360800二辊压延机,90冷喂料供料挤出机 5)冷却水槽(92米,喷淋冷却) 6)胎侧卷取装置 7)胎面重量称,胎面接取辊道 8)胎面定长裁断,吹干 9)胎面涂胶浆辊及搅拌装置 10)一米连续重量称 11)四段区域收缩辊道,挤出联动线的优势: a、生产过程稳定,拉伸率低且稳定 b、生产效率高 c、提高自动化强度 d、实现了生产网络化管理,可以通 过网络实时监控生产过程的运行参 数和质量数据,(2) 工艺条件,胎面: 挤出 接取 印白字 彩色划线
《轮胎工艺概况》由会员第***分享,可在线阅读,更多相关《轮胎工艺概况》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 交通安全 出行教育
交通安全 出行教育
2024-04-09 25页
蓝色卡通可爱风儿童开学季开学第一课PPT模板
2024-04-09 24页
春节里的寒假生活
2024-04-09 18页
家园同携手共赢幼升小
2024-04-09 29页
A-pioneer-for-all-people
2024-04-08 27页
校园防溺水安全知识
2024-04-08 21页
智慧跨境电商方案
2024-04-08 27页
数字孪生整体解决方案
2024-04-08 24页
儿童成语故事教育绘本 叶公好龙
2024-04-06 11页
赢战2024企业年会颁奖
2024-04-06 41页