
注塑成型原理与常见缺陷分析
41页
1、第一部分,注塑成型的原理,一. 注塑成型的概念,所谓注塑成型(Injection)是指:将已加热融化的材料喷射注入到模具内,经由冷却与固化后,得到塑胶成型品的一种方法,注塑成型的概念,注塑成型适用于量产与形状复杂产品等成形加工领域。 注塑成形的过程是由以下六大顺序执行: 1.合模 2.射出 3.保压 4.冷却(计量) 5.开模 6.取出产品,注塑成型的概念,注塑成型的过程,重复执行这种作业流程,就可连续生产制品。,二. 注塑机的分类与组成,注塑机的分类与组成,注射机一般按根据注射和合模装置的排列方式进行分类: a.立式注射机 b.卧式注射机 c.角式注射机 d.多模注射机,注塑机的分类,注塑机的分类与组成,注塑机的组成,a.注塑装置:使塑料均匀的塑化成熔融状态,并以足够的速度和压力将一定量的熔料注射进模具型腔的系统(见下图所示)。 b.合模装置:开闭模具以执行脱模(eject)作业的系统。它一般有两种方式:一种是肘杆方式;另一种是用油压缸直接开闭模具的直压方式。 c.液压系统 d.电器控制系统 c、d保证注射机按预定工艺过程的要求(如压力、温度、速度和时间)和动作程序准确有效工作的系统
2、。,注塑机的分类与组成,三. 注塑机成型原理,烘干后的塑胶原料从料斗进入料管的储料区,该部分的温度低于熔融温度,在螺杆的转动下推动前面的料前进; 压缩段的塑胶料处在熔融的过度阶段,有预热作用;熔融段的塑胶已处在液态 螺杆前进,压缩空间,将熔融塑胶射到模具型腔内 模具内塑胶冷却收缩,螺杆略微前进补充收缩空间,即进行保压,最后冷却完毕,脱模。 (见成型原理图),注塑机成型原理,注塑机成型原理,当树脂在模具内流动时,则控制螺杆的移动速度(射出速度),并在填充树脂後用压力(保压力)进行控制。当达到一定的螺杆位置或一定射出压力时,则从速度控制切换成压力控制。,注塑成型机就是将树脂送至模具内,再制作出成形品的一种机械。,四. 注塑机成型条件(参数),所谓成形条件是指,为了获得所需的成形品,而利用成型机的汽缸温度、射出速度、模具温度等组合成无数个设定条件。由于可获得的成形品外观、尺寸、机械物性会因成形条件而异,因此要找出最佳的成形条件,就必须仰赖熟练的技术与经验。,料管温度 / 模具温度 / 烘料温度,射出速度 / 螺杆转速,射出压力 / 保压 / 背压,计量 / 保压切换点 / 松退 / 残量,射
3、出 / 保压時間 / 冷卻时间,速度,压力,位置,时间,温度,条件,注塑机成型条件(参数),注塑机成型条件(参数),1. 料管温度:表中各段温度是指料管各部分温度,温度可调,但每部分位置是固定的,和设备有关; 2. 射出速度:射出时螺杆移动的线速度; 3. 射出压力:射出时,熔融塑胶流体的压力; 4. 开、关模压力:开关模时液压缸内的压力; 5. 射出位置:表中一,二段要区别于描述料管各段温度时的一,二段。这里指螺杆的运动位置,是由成型机上读出的刻度值,而非运动的相对距离; 6. 保压:塑胶在模腔冷却收缩,螺杆有微量移动,已一定压力射出少量塑胶去补缩;,注塑机成型条件(参数),7. Cycle time:两次关模的时间间隔,即循环周期,包括关模,射出,保压,冷却,开模,顶出,取塑件的所有时间总和。 . 背压:原料在计量填充过程中的密度调整。通常背压设定在35 kg/cm2, 可随成品 要求以及 位置的精准度来设定。BP 太大,烧焦易产生; BP 过小,密度不够,银丝,气纹产生。,成形品是由流入融化树脂的浇口、导入模槽的流道与产品部份所构成。由于一次的成形作业只能作出一个产品,因此效率不
4、高。若能利用流道连结数个模槽,就可同时成形数个产品。,五. 成形品和回料的使用,成形品及回料的使用,成形品,成形品及回料的使用,成形品中的浇口与流道并不属于产品。因此该部分往往被废弃,甚至粉碎後再度用作成形专用材料,这就称为回料。 回料不能单独作为成形专用材使用,通常都是配合造粒才能予以使用。由于会经过成形工程,因此可让树脂做出各种特性的变化。回料之配方比例的上限为30左右,若配方比例过高就有可能会损害到树脂的原有性质。,回料的使用,第二部分,注塑成型主要缺陷,注塑成型主要缺陷,现象: 塑胶材料没有完全填满模腔(Cavity) 。,.填充不足(缺料) (Short shot),注塑成型主要缺陷,.填充不足(缺料) (Short shot),原因及处理方法: *计量设定不足 调整计量位置 *射出压力太低 提高射出压力 *射出速度太慢 增大射出速度 *射出时间太短 调整射出时间 *模具温度或料管温度不足 升高模具温度及料管温度 *保压切换位置不当 调整保压位置 *机构设计部分位置肉厚太薄 恰当增加肉厚 *进浇口(sprue)或是流道(runner)太小 扩大注口及流道尺寸,*,模具排气不足
《注塑成型原理与常见缺陷分析》由会员第***分享,可在线阅读,更多相关《注塑成型原理与常见缺陷分析》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
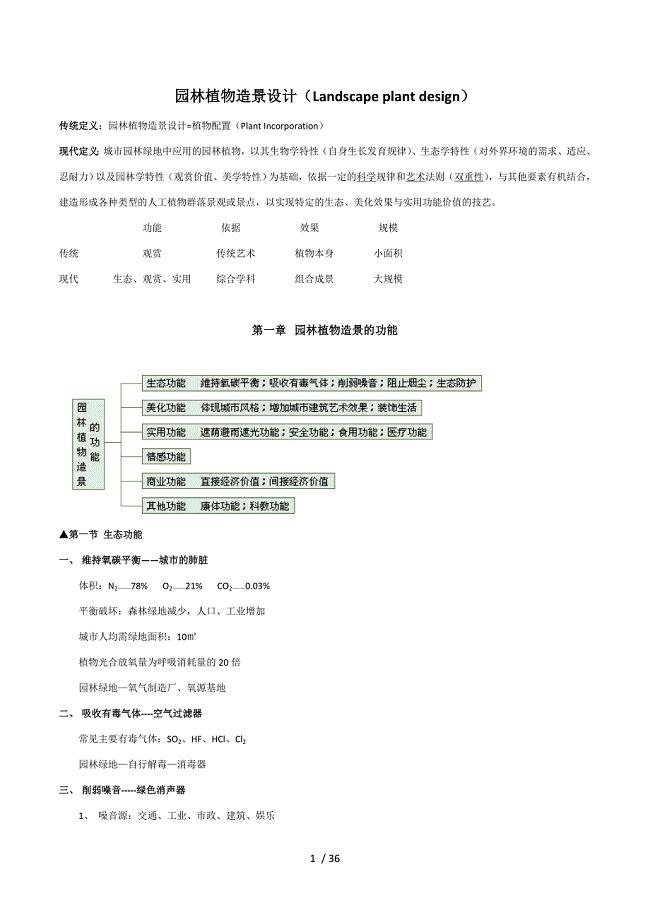
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 交通安全 出行教育
交通安全 出行教育
2024-04-09 25页
蓝色卡通可爱风儿童开学季开学第一课PPT模板
2024-04-09 24页
春节里的寒假生活
2024-04-09 18页
家园同携手共赢幼升小
2024-04-09 29页
A-pioneer-for-all-people
2024-04-08 27页
校园防溺水安全知识
2024-04-08 21页
智慧跨境电商方案
2024-04-08 27页
数字孪生整体解决方案
2024-04-08 24页
儿童成语故事教育绘本 叶公好龙
2024-04-06 11页
赢战2024企业年会颁奖
2024-04-06 41页