
注塑机结构分析与其工作原理
25页
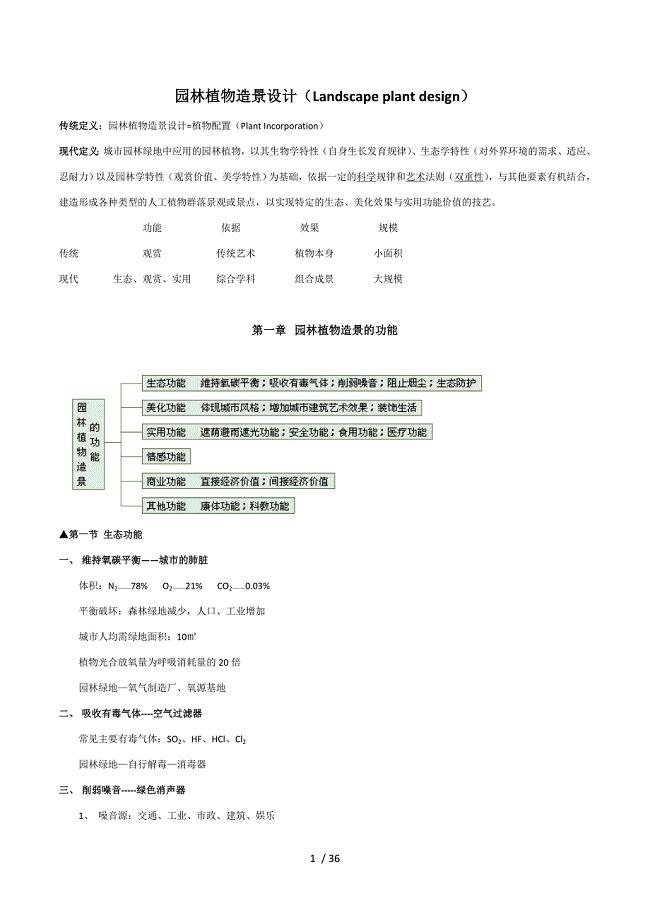
1、 注塑机结构分析及其工作原理一、注塑机的工作原理注塑成型机简称注塑机。注塑成型是利用塑料的热物理性质,把物料从料斗加入料筒中,料筒外由加热圈加热,使物料熔融,在料筒内装有在外动力马达作用下驱动旋转的螺杆,物料在螺杆的作用下,沿着螺槽向前输送并压实,物料在外加热和螺杆剪切的双重作用下逐渐地塑化,熔融和均化,当螺杆旋转时,物料在螺槽摩擦力及剪切力的作用下,把已熔融的物料推到螺杆的头部,与此同时,螺杆在物料的反作用下后退,使螺杆头部形成储料空间,完成塑化过程,然后,螺杆在注射油缸的活塞推力的作用下,以高速、高压,将储料室内的熔融料通过喷嘴注射到模具的型腔中,型腔中的熔料经过保压、冷却、固化定型后,模具在合模机构的作用下,开启模具,并通过顶出装置把定型好的制品从模具顶出落下。注塑机作业循环流程如图1所示。闭模注射座前进注射保压冷却启模制品顶出退回塑化塑化退回固定塑化 图1 注塑机工作程序框图二、注塑机的分类按合模部件与注射部件配置的型式有卧式、立式、角式三种(1)卧式注塑机:卧式注塑机是最常用的类型。其特点是注射总成的中心线与合模总成的中心线同心或一致,并平行于安装地面。它的优点是重心低、工作
2、平稳、模具安装、操作及维修均较方便,模具开档大,占用空间高度小;但占地面积大,大、中、小型机均有广泛应用。(2)立式注塑机:其特点是合模装置与注射装置的轴线呈一线排列而且与地面垂直。具有占地面积小,模具装拆方便,嵌件安装容易,自料斗落入物料能较均匀地进行塑化,易实现自动化及多台机自动线管理等优点。缺点是顶出制品不易自动脱落,常需人工或其它方法取出,不易实现全自动化操作和大型制品注射;机身高,加料、维修不便。(3)角式注塑机:注射装置和合模装置的轴线互成垂直排列。根据注射总成中心线与安装基面的相对位置有卧立式、立卧式、平卧式之分:卧立式,注射总成线与基面平行,而合模总成中心线与基面垂直;立卧式,注射总成中心线与基面垂直,而合模总成中心线与基面平行。角式注射机的优点是兼备有卧式与立式注射机的优点,特别适用于开设侧浇口非对称几何形状制品的模具。三、注塑机的组成结构分析注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。如图2所示。注塑机注射部件装置塑化部件螺杆料筒螺杆头喷嘴注射座注射油缸座移油缸液压马达合模部件合
3、模装置调模装置顶出装置机 身液压系统泵、液压马达、阀蓄能器、冷却器、管路等油路控制加热系统冷却系统控制系统动作程控料筒温度控制液压泵电机控制故障检测报警控制安全保护加料装置 图2 注塑机组成示意图(一)注塑部件的典型结构1注射部件的组成目前,常见的注塑装置有单缸形式和双缸形式,我厂注塑机都是双缸形式的,并且都是通过液压马达直接驱动螺杆注塑。因不同的厂家、不同型号的机台其组成也不完全相同,下面就对我厂用的机台作具体分析。立式机和卧式机注塑装置的组成图分别如图3和图4。工作原理是:预塑时,在塑化部件中的螺杆通过液压马达驱动主轴旋转,主轴一端与螺杆键连接,另一端与液压马达键连接,螺杆旋转时,物料塑化并将塑化好的熔料推到料筒前端的储料室中,与此同时,螺杆在物料的反作用下后退,并通过推力轴承使推力座后退,通过螺母拉动活塞杆直线后退,完成计量,注射时,注射油缸的杆腔进油通过轴承推动活塞杆完成动作,活塞的杆腔进油推动活塞杆及螺杆完成注射动作。 图3 卧式机双缸注射注塑装置示意图(a)是俯视图; (b)为注射座与导杆支座间的平视图1-油压马达;2,6 -导杆支座;3-导杆;4-注射油缸;5-加料口;7
4、-推力座;8-注射座;9-塑化部件;10-座移油缸我厂用的角式注塑机的注射部件与卧式机注塑机一样。图4 立式注塑机注射装置示意图1- 液压马达;2-推力座;3-注射油缸;4-注射座;5-加料口;6-座移油缸;7-塑化部件;8-上范本2塑化部件塑化部件有柱塞式和螺杆式两种,下面就对螺杆式做一下介绍。螺杆式塑化部件如图5所示,主要由螺杆、料筒、喷嘴等组成,塑料在旋转螺杆的连续推进过程中,实现物理状态的变化,最后呈熔融状态而被注入模腔。因此,塑化部件是完成均匀塑化,实现定量注射的核心部件。图5 螺杆式塑化部件结构图1-喷嘴;2-螺杆头;3-止逆环;4-料筒;5-螺杆;6-加热圈;7-冷却水圈螺杆式塑化部件的工作原理:预塑时,螺杆旋转,将从料口落入螺槽中的物料连续地向前推进,加热圈通过料筒壁把热量传递给螺槽中的物料,固体物料在外加热和螺杆旋转剪切双重作用下,并经过螺杆各功能段的热历程,达到塑化和熔融,熔料推开止逆环,经过螺杆头的周围通道流入螺杆的前端,并产生背压,推动螺杆后移完成熔料的计量,在注射时,螺杆起柱塞的作用,在油缸作用下,迅速前移,将储料室中的熔体通过喷嘴注入模具。螺杆式塑化部件一般
《注塑机结构分析与其工作原理》由会员第***分享,可在线阅读,更多相关《注塑机结构分析与其工作原理》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 深入推进“廉洁机关”建设的思路和对策研究
深入推进“廉洁机关”建设的思路和对策研究
2024-04-19 7页
在农村人居环境整治提升工作推进会上的发言
2024-04-19 4页
2024年第二季度党风廉政建设工作要点
2024-04-19 3页
消防安全集中除患攻坚大整治行动宣传工作方案
2024-04-19 6页
党纪学习教育党课讲稿:筑牢纪律之基 争当遵规守纪的排头兵
2024-04-19 5页
在干部教育培训工作经验分享会上的交流发言
2024-04-19 3页
某县委书记在党纪学习教育专题学习会上的发言
2024-04-19 4页
关于切实增强基层党组织政治功能和组织力的调研报告
2024-04-19 6页
县委书记在党纪学习教育部署会议上的讲话
2024-04-19 5页
党纪学习教育读书班心得体会
2024-04-19 2页