
注塑成型基本原理与设计注意事项
15页
1、注塑成型的基本原理注塑机利用塑胶加热到一定温度后,能熔融成液体的性质,把熔融液体用高压注射到密闭的模腔內,经过冷却定型,开模后顶出得到所需的塑体产品。 二 注塑成型的四大要素: 1.塑胶模具 2.注塑机 3.塑胶原料 4.成型条件 三 塑胶模具 基本结构:.公模(下模) 公模固定板公模辅助板顶针板公模板。 .母模(上模) 母模板母模固定板进胶圈定位圈。 四 注塑机 主要由塑化.注射装置,合模装置和传动机构组成; 电气带动电机,电机带动油泵,油泵产生油压, 油压带动活塞,活塞带动机械,机械产生动作;常见的注塑机可分为 a.臥式注塑机 b.立式注塑机 c.多色注塑机 五 塑胶材料 塑胶材料可分为热固性和热塑性两种 1.热固性塑胶(电木等)指不能重复使用之塑胶 ,其分子最终成体型结构。 2.热塑性塑胶指可重复再造使用之塑胶,分为结晶体(PBT,PA)和非定形性(PC,PPO).结晶性塑胶指塑胶液体在变为固体时可以成为規則形的塑胶,其分子大部分是依线形或支链型结构排列。 3.工程塑胶 工程塑胶指使用在机械构件,可长期使用在100摄氏度以上抗拉伸強度在一平方厘米500kg以上;抗弯曲強度在一平方
2、厘米2400kg以上的塑胶,目前大部分使用的塑料有:PP ABS PBT PC PA PPS POM 等。 一般成型条件 1:ABS料(丙烯清.丁二烯.苯乙烯三元树脂). 目前大部分使用的厂牌有:中国石化 台湾奇美 台湾化纤巴斯夫 韩国LG(宁波LG) 韩国锦湖化工 韩国三星 特性耐沖击性能好強度和刚性高,耐低溫耐热高光泽易配色和二次加工表面处理。主要适用于汽车.电气.家电.建筑型材等。 一般成型条件 1.模溫40度至60度 2.干燥条件80度2-個小时以上。 3.料管溫度190度至230度4.热变形溫度:80度(1.8MPa,12.7mm)。 5.一般背压8-15kg/平方mm。 6.模具收縮率0.5%-0.7%(3.3mm) 常用的改性方式有: 增强 增韧 阻燃 耐侯 合金 等;2PC料(聚碳酸脂polycarbonate) 目前大部分使用的厂牌没有固定,国际上常用的厂牌有:拜耳 奇异 三菱 出光 帝人 陶氏 宝理 等; 特性耐沖击力強度最高尺寸稳定耐热130度以上具有高光泽和透明性透射率可达到90%左右,无毒性。 加工温度高,成型后有应力,吸湿,不耐磨.耐疲劳。主要适用于食品容器
3、.光碟.镜片.家电.光学仪器等。 公司产品主要用于油汀,如:部分油汀的面板.烘衣架.电子油汀透明罩等等;一般成型条件(依加纤比例不同有所变化) 1.模溫80度至100度 2.干燥条件100度至120度小时以上。3.料管溫度250度至300度 4.热变形溫度:130度左右; 5.模具收縮率0.5%-0.7% PC材料之流动性随溫度升高则越高因溫度调节在成型上占比重较大。 常用的改性方式有: 增强 阻燃 抗氧化 耐侯 等; 六 成型条件 成型条件速度压力溫度时间行程数量。 1.射出压力(一次压): 在注射成型时螺杆顶部单位面积对塑料施加的压力 P=油缸直径D0/螺杆直径D1*油压压力 2.保压(二次压): 熔融原料在型腔中冷却,这时必须施加一定的压力来补充其收缩部分, 增高密度,这时螺杆对塑料施加的压力叫保压 3.锁模力: (吨位) 锁模机构对模具所能施加的最大夹紧力 F=K*P*A(K=0.40.7,即压力损失系数) P最大油泵压力 A锁模板面积 *设定时一般不超过80-100kg/平方cm; 4.注射量: 一个注射成型周期中注入模具内的塑料重量; 5.注射能力: 克数.cm3 一台注塑
《注塑成型基本原理与设计注意事项》由会员第***分享,可在线阅读,更多相关《注塑成型基本原理与设计注意事项》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
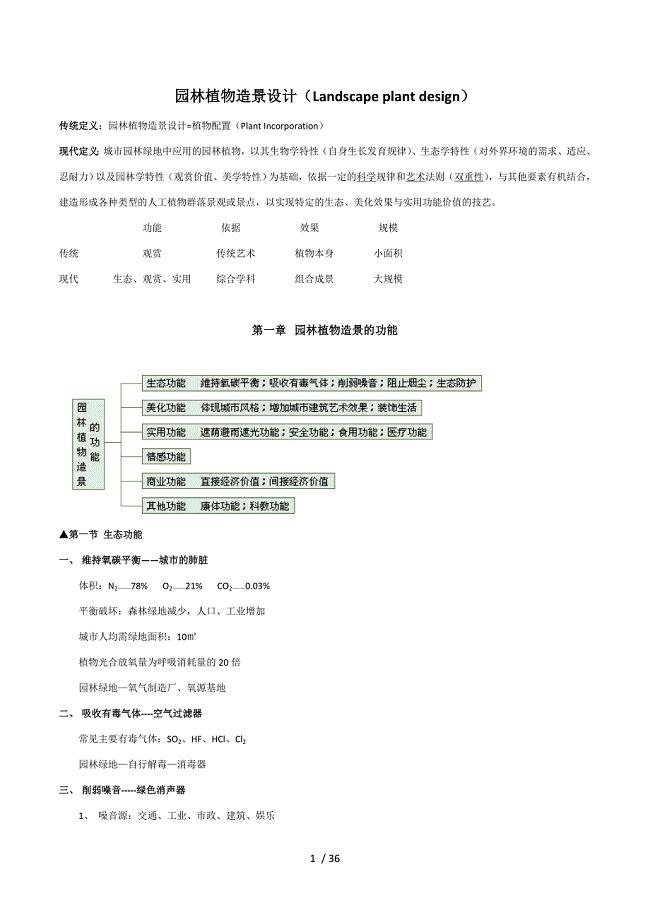
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 深入推进“廉洁机关”建设的思路和对策研究
深入推进“廉洁机关”建设的思路和对策研究
2024-04-19 7页
在农村人居环境整治提升工作推进会上的发言
2024-04-19 4页
2024年第二季度党风廉政建设工作要点
2024-04-19 3页
消防安全集中除患攻坚大整治行动宣传工作方案
2024-04-19 6页
党纪学习教育党课讲稿:筑牢纪律之基 争当遵规守纪的排头兵
2024-04-19 5页
在干部教育培训工作经验分享会上的交流发言
2024-04-19 3页
某县委书记在党纪学习教育专题学习会上的发言
2024-04-19 4页
关于切实增强基层党组织政治功能和组织力的调研报告
2024-04-19 6页
县委书记在党纪学习教育部署会议上的讲话
2024-04-19 5页
党纪学习教育读书班心得体会
2024-04-19 2页