
轴磨损修复工艺标准与规范(1)
3页
1、 淄博索雷工业设备维护技术有限公司轴磨损修复工艺标准与规范(1)索雷工业机加工修复工艺长期以来,针对轴磨损修复方面的众多技术一直延续至今,如焊接、喷涂、刷镀等熔敷技术。随着科技的发展在传统技术的基础上也不断涌现一些新的工艺技术,这些修复工艺的出现在推动技术工艺改进与发展的同时,又因复杂的工艺条件和现场环境而受到限制,尤其是在面对一些突发紧急、设备庞大、拆卸复杂等的设备问题,这些工艺显然是心有余而力不足。基于上述所述,索雷工业碳纳米聚合物材料技术的出现与普及大大开拓了设备管理者的思路和眼界。该技术来源于美国,一直服务于军方和航空领域。被成功引进后在设备的在役再制造与高端再制造领域发挥了重大作用,尤其是在现代化的生产企业自动化程度高、连续生产要求高的背景下,及时、可靠、快速、低成本、环保等方面体现出了明显优势。以下是索雷工业针对轴磨损修复工艺标准与规范(1)1 做好前期准备工作,即设备的拆卸,合适的机床和合金刀具,相关人员等;2 轴表面的初步清理工作,即将轴承位油污擦拭干净,并测量轴承位表面的磨损尺寸;3 表面烤油:使用氧气乙炔将轴承位表面油污烤干净,直至无火花四溅,表面干燥;4 将轴放在
2、机床上固定好,保持低转速状态下将轴承位表面粗车一刀,表面越粗糙越好,必要时在轴承位表面车出螺纹状;5 表面处理完成后,使用99.7%无水乙醇或者丙酮将表面清洗干净,晾干;6 根据轴承位的单边磨损量计算材料的用量(3.14 x 轴承位直径D x 磨损宽度B x 磨损深度H x 1.2),并严格按照比例调和索雷碳纳米聚合物材料SD7101H或SD7104,调和均匀,无色差;7 将调和好的材料涂抹于轴承位的表面,反复刮压,使材料与金属表面充分粘合,然后再均匀涂抹于轴的表面,保证涂抹厚度略大于单边磨损量;8 材料固化:将机床转速调至最低,保证轴在旋转状态下固化。材料固化时建议使用碘钨灯加热,加热温度50左右,固化时间3小时即可进行机加工(为了保证机加工的表面光洁度及减小加工难度,尽可能避免长时间固化);9 机加工时,第一刀粗车,保证高转速,大吃刀量,高进给速度,减少刀具的磨损。完成粗车后,再进行精加工,达到要求的尺寸。(备注:因为碳纳米聚合物材料比金属磨损刀尖更严重,所以精加工时,采取边加工边三点测量的方式,即测量轴承位的前端、中部、后端,防止出现锥度);10 机加工修复完成后,热装轴承。安装轴承时保证轴承的加热温度,确保一步到位。轴磨损修复机加工修复工艺案例展示:设备名称:立磨减速机;轴颈:220mm;轴宽:143mm;转速:980转/分钟;磨损尺寸:6mm;工作温度:65-85。 官方网址:
《轴磨损修复工艺标准与规范(1)》由会员淄博****维修...分享,可在线阅读,更多相关《轴磨损修复工艺标准与规范(1)》请在金锄头文库上搜索。
增压风机轴承位磨损现场是如何快速修复的?
单辊破碎机主轴磨损你能解决吗?
破碎机主轴磨损为何选择索雷碳纳米聚合物材料技术
减速机渗漏油修复你选择什么技术现场施工?
在线如何修复罗茨风机轴承位磨损?
皮带机轴承位磨损在线修复的工艺步骤及案例
电机轴承位磨损在线修复技术及案例
现场修复重齿减速机轴承室磨损
辊压机轴及轴承座磨损现场修复步骤案例
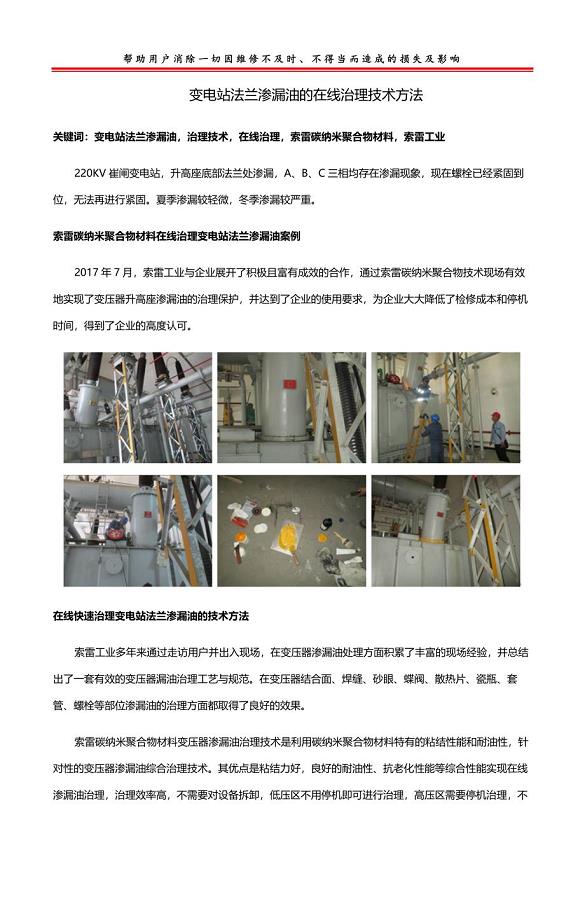
变电站法兰渗漏油的在线治理技术方法
烘缸轴头磨损现场修复技术及工艺案例
辊压机扭力支撑孔磨损在线修复过程
脱硫泵泵壳冲刷磨损维修保护技术
煤气管道泄漏还在采用焊接吗?
如果减速机轴承位磨损选择找索雷工业
电机轴磨损修复方法技术对比
导辊轴头磨损在线修复技术工艺及步骤

工装工艺在线修复风机轴承位磨损案例
索雷技术为什么能够修复矿井吸水泵高压电机轴承位磨损?
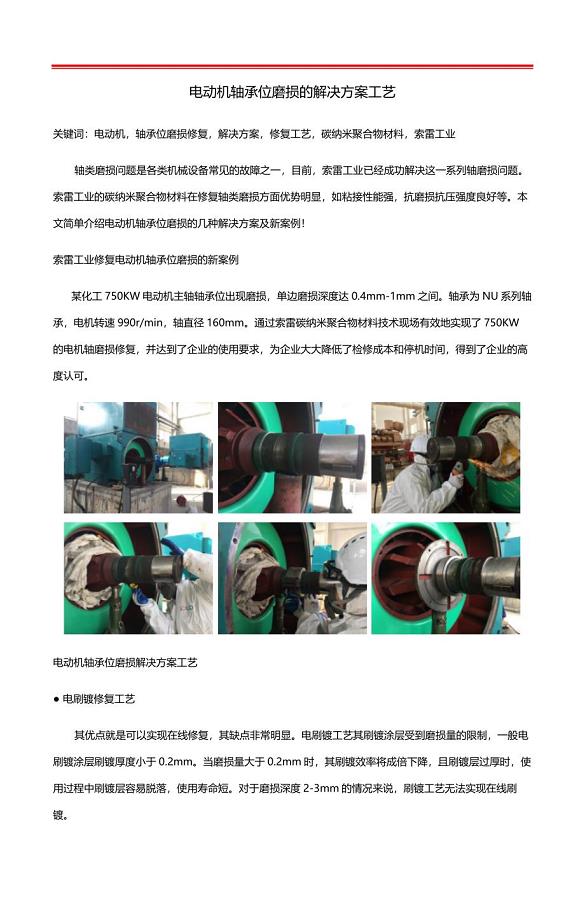
电动机轴承位磨损的解决方案工艺
 23795-200_rm Study on application layer support for V2X services;
23795-200_rm Study on application layer support for V2X services;
2022-11-13 78页
TR 22.872 V2.0.0 (2018-05) Study on positioning use cases
2023-11-13 74页
TR 36.885 V2.0.0 (2016-05) Study on LTE-based V2X Services
2022-08-30 0页
TS 22.186 V16.1.0 (2018-12) Enhancement of 3GPP support for V2X scenarios
2023-07-15 18页
TR 26.985 V0.8.6 (2019-01) Vehicle-to-everything (V2X) Media handling and interaction
2024-02-16 20页
TS 29.388 V1.0.0 (2017-03) V2X Control Function to Home Subscriber Server (HSS) aspects (V4);
2023-05-03 27页
TR 22.886 V16.2.0 (2018-12) Study on enhancement of 3GPP Support for 5G V2X Services
2023-04-09 76页
TS 22.185 V1.0.0 (2016-02) TechService requirements for V2X services
2023-06-20 10页
TR 23.786 V1.0.0 (2018-12) Study on architecture enhancements for EPS and 5G System to support advanced V2X services
2023-02-01 109页
TR 38.885 V1.0.2 (2019-02) NR Study on Vehicle-to-Everything
2022-11-15 25页