
钢球磨煤机作业指导书
18页
1、1、编制依据1. 1 图纸资料贵州省电力公司黔北发电厂 3、 4 号机组福斯特惠勒 D-11-D 钢球磨煤机安装程序手册1. 2 标准,规范(DLT5047-95)(1996 年版) 电力安全生产规程 火力发电厂部分(DL5009192)2、施工内容D-11-D 双进双出磨煤机安装3、施工条件31 设备基础已验收合格,满足安装要求.3. 2 设备到货,已开箱清点无缺件损伤满足安装要求.33 施工前先对施工人员进行技术交底,施工人员熟悉掌握安装程序及质量标准.3. 4 使用的工器具能满足安装要求.3. 5 道路畅通,起吊设施能满足需要.3. 6 磨煤机进位平台已搭设完毕.4、施工工序和方法4. 1 施工工序设备清点编号设备基础划线垫铁组布置主轴承底板安装罐体临时存放主轴承安装罐体拖至两轴承间轴衬研刮大齿轮安装罐体衬板安装分离器和底板安装耳轴管衬板安装螺旋带输送器安装小齿轮安装减速机和底板安装电机安装隔音早罩齿轮罩安装耳轴顶轴及轴承润滑系统安装联轴器罩安装筒体人孔门、 加球管安装轴承润滑系统冲洗耳轴犁头和密封组件安装分离器出口安装分配器安装原煤管道安装设备二次灌浆主轴承止动板,挡油圈和轴承
2、盖安装罐体就位42工序方法421设备清点编号首先对到现场的设备清点编号,应无缺件、损件,发现缺件,损件应通知厂家及时更换,补供。422设备基础划线依主厂房纵横中心线及标高为基准,划出磨煤机纵横中心线,根据磨机中心线再划出各设备基础的纵横中心线,根据土建提供的标高点在主轴承外侧永久地划出 500mm 标高点,作为磨煤机安装的唯一标高参考点。423垫铁组布置按照 D-11-D 系列钢球磨煤机主轴承组装图和图 2.41 布置主轴承底板的垫铁。由土建制作专用模板,其外形尺寸大于垫铁 50mm,放置垫铁处,基础打毛,使用 Embeco885 砂浆浇注,待砂浆版凝固后放置基础垫铁,要求垫铁纵横水平度位 0.15mmm,垫铁的标高尽量相等,以便设备找平,砂浆凝固三天后再次校正垫铁水平度,标高。注意:要确保非齿轮驱动端的磨煤机水平线要比齿轮驱动端的水平中心线高出 0.8mm 至 1.5mm.按此程序和要求安装磨煤机的所有其他底板的垫铁。424主轴承底板安装在主轴承底板上划出中心线并打上洋冲眼,同时在每块底板上划出正交中心线,并在每条中心线与交点等距离两端打上冲眼,使其与磨煤机纵横中充油试运转心线重合,
3、要求:两底板纵向中心线距离偏差不大于 1.5mm,两对角线距离偏差不大于 2mm,调整完毕,拧紧地脚螺栓,力矩 1231Nm,并做好尺寸复查记录,小齿轮底板,减速机底板安装以主轴承底板上平面为基准,采用精密水平仪在每组垫铁位置检查测量底板的标高,两底板上平面的标高差不大于0.1mm,两底板纵向中心线距离偏差不大于 1.5mm,两对角线距离偏差不大于2mm, 调整完毕,按力矩拧紧地脚螺栓, 并做好记录。425罐体二次搬运根据现场情况:A、B 磨煤机罐体利用炉前塔吊将罐体吊至 D 磨前的 E 排柱与 F 排柱临时滑道上,用卷扬机拖至 A、B 磨机前,用布置在 12.6 米 32 吨滑轮组起吊罐体, 放在临时支架上, 待主轴承找正后把大罐拖至安装位置, C、D 磨煤机利用炉前塔吊直接吊到 E 排柱与 F 排柱间临时支架上,待主轴承找正后把大罐拖至安装位置,注:罐体吊装前确定驱动端与非驱动端的挡条,千万不能放错!426主轴承安装清洗主轴承底板和下球面座,将所有粗糙区域修正光滑,在底板上涂上油脂. 以便对中调整,油管用高压空气冲净,划出轴承纵横中心线,使轴承下球面底板上洋冲眼与底板的中心线对正,
4、同时复查两轴承开裆、对角线,确保两轴瓦瓦底的标高差,非驱动端比驱动端高 0.81.5mm(利用不锈钢垫片调整),安装下球面与其底板的连接螺栓和锁紧垫片,此时不要拧紧。注意:主轴承上下球面底座是成套配对的,安装前一定要检查其装配记号,确保其配对安装,427罐体移至两主轴承之间移去驱动侧主轴承(作好标记) ,将罐体拖至两轴承之间,罐体耳轴下面要高于轴承瓦面 300mm,下面用道木垫好,重装主轴承,从底板上拆下所有的夹紧螺栓,在罐体放到轴瓦前应使下球面座保持在自由移动状态。428轴衬研刮移去耳轴的防护罩,检查耳轴表面的光洁度,椭圆度,轴承只能从有顶轴润滑油接口一侧的方向拉出,在轴承的水平连接处,用塞尺检查巴氏合金轴承的轴肩与筒体耳轴轴肩之间的间隙,非驱动端内侧的轴向间隙是12.7mm,非驱动端外侧轴向间隙 3.1mm,驱动端(内和外侧)的轴向间隙是0.39mm ,如果这些间隙小于规定间隙,则要通过研刮巴氏合金轴承表面和轴肩来达到,轴瓦研刮步骤:1、在洁净的耳轴上半部涂上一层非常薄的普鲁士蓝着色涂料2、将轴承吊放到耳轴的轴颈上,用撬杠撬动轴承,3、将轴承吊起并检查,研刮轴承接触面面。在轴承垂直
《钢球磨煤机作业指导书》由会员第***分享,可在线阅读,更多相关《钢球磨煤机作业指导书》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
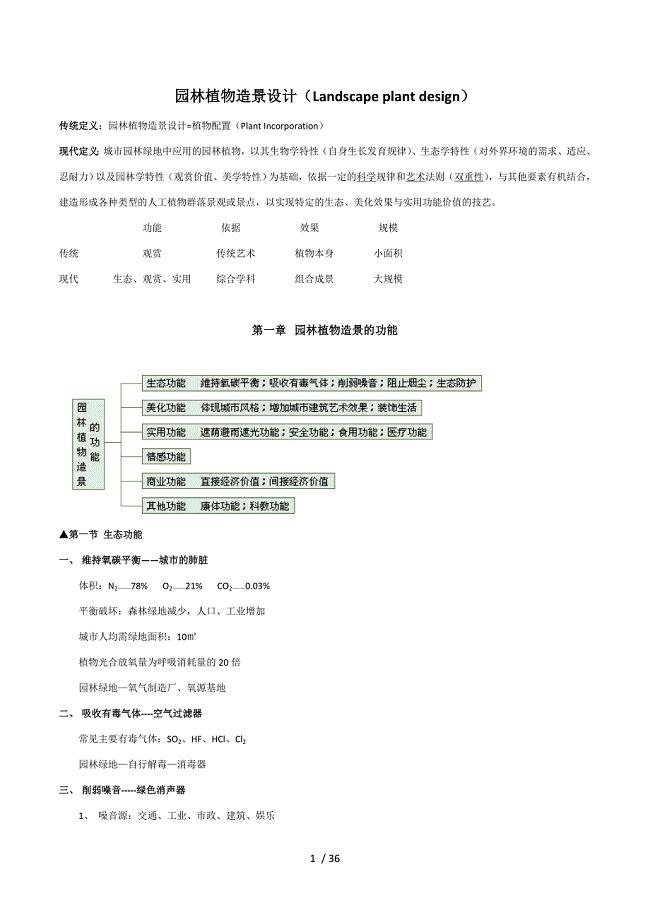
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 三标一体工作总结
三标一体工作总结
2023-02-09 5页
优秀员工发言稿_2
2023-06-06 23页
2021大学实践报告自我鉴定
2023-09-24 3页
十个有趣的心理小测试
2022-10-31 7页
车辆仪表板图标及功能
2023-02-01 5页
2021年幼儿园作品分析10篇
2023-03-24 9页
协议书范本工程建设监理合同协议书范文标准条件
2022-12-04 12页
临安高新技术产业园一期初步设计任务书
2022-11-10 5页
大一下学期自我鉴定
2023-10-29 13页
生产包装员工年终总结五篇
2023-01-17 16页