
黄俊锋-塑料端盖设计说明书
23页
1、目录目录 产品图2 一、塑料制品成型特性工艺分析.2 1、塑件成型特性的分析.2 2、塑件的结构工艺性分析.2 3、HIPS 的注射成型参考条件3 二、塑料注射成型模具设计.3 1、初定模具结构 3 三、注射机型号的确定.4 1、塑件体积和质量的计算.4 2、浇注系统凝料体积计算.5 3、塑件注射一次所需塑料 HIPS 的体积和质量5 4、塑件和浇注系统在分型面上投影面积.5 5、选择注射机 5 6、注射机有关参数的校核.6 四、浇注系统的设计.6 1、主浇道的设计 6 2、分浇道的设计 9 3、浇口的设计 10 4、冷料穴的设计 11 五、成型零件的设计 11 1、成型零件的结构设计.11 2、成型零件钢材的选用.12 3、成型零件工作尺寸的计算.12 六、模架的确定 15 1、A 板的厚度.15 2、B 板的厚度.15 3、C 板的厚度 .16 七、再次校核注射机的有关参数.16 1、模架尺寸与注射机拉杆内间距校核:.16 2、模具高度与注射机闭合高度关系的校核.16 3、开模行程校核:.17 八、排气系统的设计 17 九、顶出机构的设计 17 十、模具温度调节系统设计.18 1、
2、加热系统 18 2、冷却系统 18 十一、模具草图 20 十二、参考文献 23产品图产品图一、塑料制品成型特性工艺分析一、塑料制品成型特性工艺分析1、塑件成型特性的分析、塑件成型特性的分析HIPS 为乳白色不透明颗粒。密度为 1.05g/cm3,熔融温度 150180,热分解温度 300。溶于芳香烃,氯化烃,酮类和酯类。能耐许多矿物油,有机酸,盐,碱,低级醇 及其水溶液,不耐沸水。HIPS 是最便宜的工程塑料之一。2、塑件的结构工艺性分析、塑件的结构工艺性分析(1)外形尺寸 该塑件壁厚为 3mm,壁厚均匀,塑件外形尺寸不大,塑料熔体流程不太长,塑件材料为热塑性塑料,流动性好,适合注射成型。 (2)精度等级 每个尺寸公差不一样,按实际公差进行计算,未注小孔公差尺寸按照 MT5来计算,查塑料注射模具设计实用手册表 3.5 得小孔 4 精度公差为0.18。 (3)脱模斜度 HIPS 成型性能良好,成型收缩率较小范围在 0.003 到 0.006 之间,取平均收缩率为 0.0045,脱模斜度选择 1。3、HIPS 的注射成型参考条件的注射成型参考条件查塑料材料手册P22 页可得:注射压力:10
3、0KPa 注射周期:6070s 模具温度:4060二、塑料注射成型模具设计二、塑料注射成型模具设计1、初定模具结构、初定模具结构(1)选择分型面通过对塑件结构形式的分析,分型面应选在端盖截面积最大且利于开模取出塑件的底平面上,其位置如图一所示。图一 分型面 (2)确定型腔的数量及排列方式塑件粗糙度要求不高,且大批量生产,可采用一模四腔。该塑件有一个通孔和四个均布的小孔,制件体积小,考虑到制件的精度及表面质量,应将小孔的成型放在凹模中与凹模板直接加工。对通孔应选择小型芯镶在大型芯中以保证孔的位置精度。由于塑件中心有较深的孔,故使用推管和顶杆推件。型腔排列方式采用平衡式布置,即采用 H 行分浇道。可实现各型腔的均匀进料和同时充满型腔。如图二所示。图二 型腔分布图 (3)模具结构形式的确定塑件中有较长的孔型部位和塑件本身就是一个稍大的孔型件,故采用顶杆和推管同时推件,由上述所分析可以确定,模具采用一模四腔,双列直排;顶杆和推管同时推件;分流道采用 H 形平衡式;浇口可以采用侧浇口,比较方便加工以及降低模具制造成本。故采用龙记公司大水口 CI-3540-A80-B90-C100 注射模。三、注
4、射机型号的确定三、注射机型号的确定1、塑件体积和质量的计算、塑件体积和质量的计算用 UG 建立塑件模型,进行分析得:塑件体积:=26.60V1cm3塑件质量:=1.0526.60=27.93gm1V12、浇注系统凝料体积计算、浇注系统凝料体积计算查塑料模具设计指导P59 页可得:浇注系统凝料体积可按照塑件体积的 0.6 倍计算,由于采用一模四腔,故浇注系统凝料体积:=40.6=63.84V2V1cm33、塑件注射一次所需塑料、塑件注射一次所需塑料 HIPS 的体积和质量的体积和质量体积:=4+=426.60+63.84=170.24V0V1V2cm3质量:=1.05170.24=178.752gm0V04、塑件和浇注系统在分型面上投影面积、塑件和浇注系统在分型面上投影面积流道凝料(包括浇口)在分型面上的投影面积,在模具设计之前是个未A1知量,根据多型腔模具的统计分析,是每个塑件在分型面上投影面积的A2A10.20.5 倍,因此可用 0.35nA 来进行估算.=/4=4415.63A1d2mm2故=4(1+0.35)=23844.38A2A1mm2查塑料成型模具设计表 4-2 得:模腔平
《黄俊锋-塑料端盖设计说明书》由会员第***分享,可在线阅读,更多相关《黄俊锋-塑料端盖设计说明书》请在金锄头文库上搜索。
校园足球汇报
异甘草酸镁注射液【治疗急性药物性肝损伤】Ⅱ期临床研究总结
云教室课程行政伦理学行政良心

语文S版小学二年级语文下册诺亚方舟课件优质课教学课件
未来中考趋势作文考与练
近年来广东历史试题中考易错点分析与教学启示

搜索推广那些事

小学语文二年级上册红领巾真好说课稿设计(说课设计)

新课标人教版二年级语文上册红领巾真好课件

新课程背景下的高中化学课堂教学改革

危机管理与突发事件应对

背影朱自清教案课件二课时
突发公共卫生事件培训
统计学简史及数据科学中南财经大学

水泥混凝土路面技术现状及发展终
有家真好作文讲评课
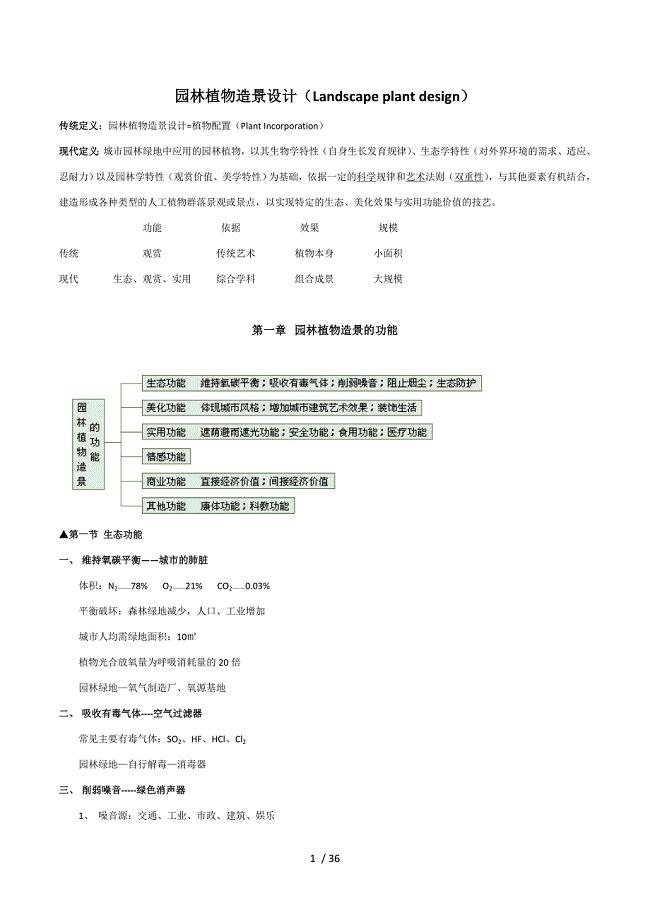
西南大学植物造景设计总复习
海外汉语教学新探索在线交流学习平台Goclef

动态黑色背景年终总结模板
孙子的治军之道与现代管理谋略总结
 精确加气块施工技术交底
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
320KA电解槽槽壳组装施工方案
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页
桩基施工方案(优质工程)
2023-11-16 39页
施工电梯基础专项施工方案(方案模板)
2023-11-16 15页
塔吊定位及基础(安全专项)施工方案编制、审核要点
2023-11-16 2页