
塑膠成品設計規範
8页
1、塑 膠 成 品 設 計 規 範 最常見成品缺陷之一,就是外觀表面 出現塌陷、凹陷的毛病。雖然功能完 整,但一看到表面不佳,可能被迫退 還。 圖 1(a)是呈 T 字形和肉厚顯現凹陷。 圖 1(b)是好的設計。 圖 1(c)則是最佳的行狀。 肋的厚度宜為肉厚的 5060%。 倘若角落存有一孔位時,可減少肉厚 予以改善。 對於較複雜形狀亦是如此;由於 形狀較多,固然會在交會處冷卻 發生凹陷,同時在水平方向亦會 產生向上翹曲變形。 PDF created with pdfFactory Pro trial version 為考慮脫模角度,使成品容易脫 模,底部與開口長度一定不同, 因此須註明公差尺寸之差異。 為使成品保持完整無傷脫模,必須 要有適當的斜度,好讓工件滑出, 免得勉強脫模而在表面產生刮傷。 原則以 S/H=1/301/35(12) 為主。 塑膠成品宜用肋支撐強度,而且要 沿著負荷方向設置及延伸,不要採 用厚的肉厚,如此可節省大量原料 外,還可以避免凹陷,同時冷卻快 速,節省加工時間。 因多點支撐而使這部位強度增強。 成品轉角或交叉部位,宜設置 R 角,不應有銳角,如圖 9(a)所
2、示就 容易產生應力集中而造成破裂或龜 裂的地方。 圖 9(b)所示除可確保成型品強度、 易於脫模。其 R/T 比例宜在 0.250.75 之間。 圖 10 是另一例子,把角槽改為半 圓形槽,以增加強度及減少應力集 中。 PDF created with pdfFactory Pro trial version 孔是應力集中的地方,應離邊緣須 有 3D之距離,孔與孔距須有 2D 之距離。 底部開孔,相對較弱,宜在孔周圍 增加厚度,以鞏固此部位之強度。 在邊緣有缺口,亦使該處變得單薄 無力,此時宜在缺口周邊增加肉厚 補強之。 通常有底開口箱子,在底部容易翹 曲變形,此時可在底部下方改為有 腳跟的設計,不但可影響加強開口 部位,整體結構更加堅固且成力的 平衡。 如果加長了底部,而上方開口仍然 變形,則須在開口外增加厚度,以 補強之。 對稱型態冷卻較均勻,物件較不易 變形。 PDF created with pdfFactory Pro trial version 依脫模方向而言,增加死角 Undercut 會增加模具結構設計及製作成本,除 非不得已,否則可不要自找麻煩,可 以脫模的條件來設計
3、成形品。 圖 17(a)所示,左側死角不能上下脫 模。圖 18(a)左側有一水平孔。兩者 都是死角,惟改變設計,不影響整體 結構即可解決死角問題。 圖 19(a)所示,因斜邊而造成左側呈 銳利邊,(b)的形狀就比較強固。 圖 20(a)所示,不佳的設計讓成型困 難,右側凸緣易彎翹,強度降低, 若改為(b)形狀,穩固又可增加強。成型品改為左右對稱,模具反而較好 製作,所以簡易型包括對稱方式。 (a)成型品表面為凹形,其模具要加 工成為 2 個凸紋路(如文字),加工 凸的較為麻煩,因此建議成型品改 為凸形狀。 在預定一個孔上下須裝入螺絲、螺 帽等接合件時,恐有產生不一致的 中心線,故採取段差設計的大小異 徑孔,而以小徑孔為基準,同時大 孔徑充作調整孔,如此才可使兩接 合件成為同一條中心線。 PDF created with pdfFactory Pro trial version 流線係指塑膠熔液由澆口流輕經寬 或窄空間而再冷卻時程纖維狀的塑 膠。因此相同流線自然收縮一樣, 性質均一,然而若從上方澆口熔膠 進入後,立刻分左右兩股,因而冷 卻後的流線差,也容易彎曲不平, 尤其以長板形更差。
《塑膠成品設計規範》由会员壹****1分享,可在线阅读,更多相关《塑膠成品設計規範》请在金锄头文库上搜索。
全国高中数学课堂竞赛活动说课稿 高中数学第二册(上册)第七章《直线和圆的方程》
秦始皇兵马俑教案
阅读就是自由的
杜绝校园欺凌承诺书
医院购销合同范本
中职生求职申请书
(广东版)第五章 设计的交流与评价
农村道路施工方案
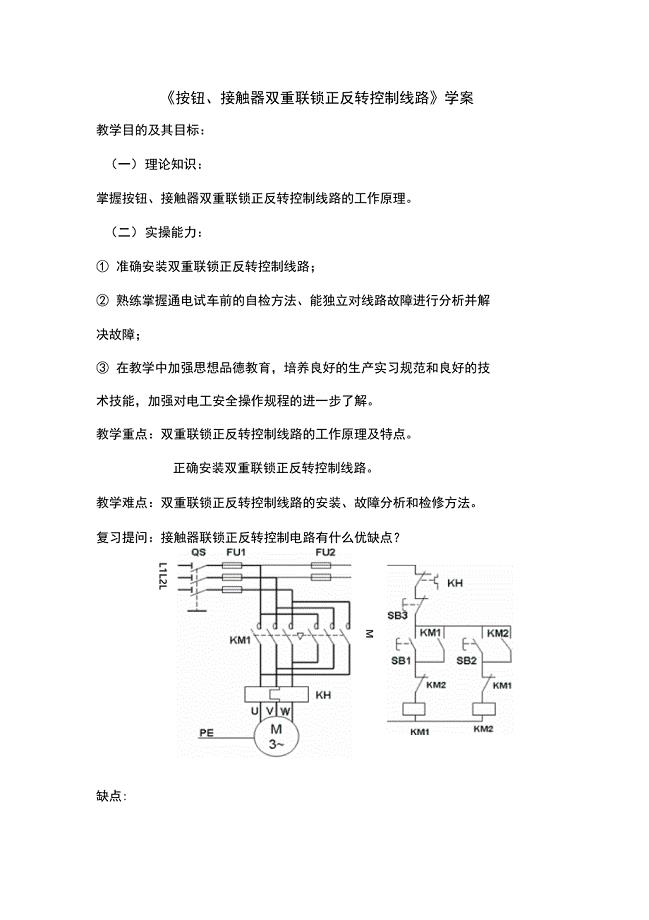
《按钮、接触器双重联锁正反转控制线路》学案
农副产品购销合同范本2022(13篇)
内蒙古卫生职业技术学校2012年招生简章2
特种设备检验检测机构核准规则
酒店交接班流程
2022年四川省建筑安管人员ABC类证书【官方】考试历年真题汇总含答案参考24
食品检验工(肉蛋)初级试题
uyhvfu乡镇创先争优工作汇报材料

五金工具加工项目可行性研究报告建议书
山东省郯城县红花镇初级中学高中语文 第三单元 3.8 兰亭集序“兰亭”小考素材 新人教版必修2
住店服务宣传标语
WiFi手机WLAN上网测试方案
 支吊架设计指导
支吊架设计指导
2024-03-01 2页
水管补偿器选型计算书
2024-03-01 7页
危化品现场隐患排查速查手册
2024-02-02 47页
塔式起重机安装、使用、拆卸监理实施细则
2024-02-02 9页
社区护理课程:社区灾害的急救及急、重症病人的转诊服务练习测试题附答案
2024-02-02 5页
项目部春节期间安全保证措施
2024-02-02 5页
设计变更与工程签证与确认单与工程洽商与联系单与会签的区别
2024-02-02 9页
企业安全管理基本工作解读
2024-02-01 142页
2023化工有限责任公司生产安全事故应急预案专家评审通过
2024-02-01 162页
地下顶管施工方案
2023-09-13 52页
广东省建筑装饰工程竣工验收技术资料统一用表水基防锈剂配方组成比例,防锈原理及配制方法辩论赛宁要大城市一张床,宁要小城镇一间房【2018年整理】动力气象吕美仲课后答案.pdf红楼梦后28回(癸酉本)金锄头网企业认证授权书(负责人非法人必须提供)服装设计助理实习周记制造机械项目投资分析报告(总投资15000万元)(78亩)计算机网络技术基础 教学课件 作者 阚宝朋 课件 第2章 网络体系结构与网络协议计算机网络技术基础 教学课件 作者 阚宝朋 课件 第5章 网络层与网络互联计算机网络技术基础 教学课件 作者 阚宝朋 课件 第1章 网络基础知识输煤管道生产建设项目可行性研究报告