
污水处理厂管道工程施工方案1
22页
1、污水处理厂管道工程施工方案11 概述本工程管道安装包括下列内容:污水工艺管道、污泥工艺管道、臭气输送管道、空气输送管道。其中有给水管道、污水管道、雨水管道和放空管道以及污泥脱水加药管道及除臭装置的通风管道等。给排水管道及各构筑物之间的管渠主要采用埋地敷设,管道种类主要有碳素钢管、卷焊钢管、不锈钢管、铸铁管、复合玻璃钢管、混凝土管、镀锌钢管等。本工程管道管径大、吨位重,管道焊缝焊接质量要求高,是整个管道工程施工技术的关键且大部分工艺管道为埋地敷设,钢管内外壁须按设计要求做防腐处理。12 工程特点1 、室外作业多,受外界气候影响大本工程主要管道安装为室外敷设,受外界气候影响大,且需跨越雨季及冬季,因此施工时要做好室外作业的安全防护措施和管沟的排水和加固措施,并且管沟开挖完毕,要及时敷设管道,并尽快回埋,以确保施工安全和安装质量。2、 埋地管道口径大、吨位重本工程大部分管道为埋地敷设,管径大,且分布区域分散,起吊吨位重,需要做好起重机械及人工等各方面的协调安排。3 、配合土建施工的工作量大,施工时要做好与土建工程施工的密切配合工作。本工程工艺流程先进,配合土建的工程量大,主要包括管道进出各构
2、筑物预埋防水套管、检查井和阀门井的砌筑、工艺管线的基础和支墩等施工,只有做好与土建的密切配合工作及以上部位的复核工作,才能确保管道安装质量。4、 管道焊接质量要求高,焊接前必须做好焊工培训工作。本工程大部分工艺管道为钢管,焊接是管道连接的主要施工方法,焊口多、管径大,焊接质量要求高,这道工序做得好与不好,对管道安装质量及使用寿命有着直接影响。因此施工必须做好充分的焊接准备,开工前做好焊工的选拨、培训工作,保证焊工在质与量上满足工程施工的需要,在施工中采用合适的焊接工艺并严格工艺纪律,确保焊接质量。5、 防腐质量要求高本工程大部分管道介质为污水且埋地敷设,钢管的内外防腐是整个工程施工技术的关键。13 管道安装程序主要施工程序:施工准备材料进场及检验配合土建预留预埋管道、管件加工及防腐管沟开挖管道及阀门安装技术复核管道试验补口及补伤防腐、油漆回填交工验收14 主要施工方法及技术要求1 、施工准备(1)施工前认真熟悉图纸和相应的规范,进行图纸会审,并做好图纸会审记录,编制材料进场计划、作业指导书,并对施工班组进行施工技术交底。(2)施工前做好充分的焊接准备,做好焊工的选拨、培训工作,保证焊工
3、高水平高质量地参加施工,并控制和采用合适的焊接工艺以确保焊接质量。2、 材料进场及检验(1)所有进入现场的材料必须具有材质证明书、合格证及使用说明书,并按图纸设计要求核验材料的规格、型号和数量。(2)钢管进场后,进行外观检验,保证无裂纹、夹渣、重皮等缺陷。在制造厂制造的配件要有公称直径、压力等级、制造厂名称、产品批号等标记。(3)阀门的规格、型号与设计相符,外观无缺陷,开关灵活,并按设计要求进行强度和严密性试验,合格后方可进行安装。为保证阀门正常工作,所有阀门必须配有必要的附件或配件,阀门各部件上有生产厂家及规格的浇注字样和完好无损的铭牌。(4)进场的材料堆放整齐,规格、型号、材质要分清,每一种材料必须挂牌,注明规格、名称、材质,并建立台帐,做到账、物、卡相符,收发手续完整。堆放中要有防止管材变形的措施。塑料管要防止日光曝晒,以免塑料老化。(5)管道、管件、阀门在搬运、安装过程中要轻拿轻放,禁止扔摔等方式搬运。不锈钢管道在搬运、贮存及施工中不得同碳素钢管接触,管口要用塑料套封闭,防止杂物进入。(6)自供材料进入现场经自检合格后,及时填写材料报检单,向业主现场代表报检,经检查合格后,方可
4、使用。3 、预留、预埋本工程预留、预埋主要为管道进出各构筑物预埋刚性防水套管、穿构筑物底板的预埋管等。刚性防水套管的制作、安装严格按国标S312形式进行,安装前确定好套管的大小、位置、标高,安装好的套管位置要准确、固定要牢固、管口要平齐。套管与管道之间用沥青麻丝和防水膏填实封堵。大口径的防水套管,必须用型钢对套管四周进行加固,以免因砼的重力、施工过程中的震捣等因素使埋件移动和倾斜。此工作需要在浇筑池板或墙板之前完成,在施工时须做好与土建施工的密切配合工作,并派专人看管,以防移位,还要加强管理及施工人员责任心,确保预留、预埋的位置、标高、垂直度及水平度符合设计和规范要求。4 、管道、管件加工及防腐(1)本工程管径DN400mm的钢管可进行现场卷制。碳钢管直管和管件加工均采用手工电弧焊,所有管件按图集S311进行下料加工。管道及管件的加工在预场地集中进行,为了尽量减少固定焊口的焊接数量,将钢管及管件在地面预制成管道组成件,管道组成件预制的深度以方便运输和安装为宜。碳钢管道和管件在安装前要作好防腐处理,防腐做好的管子要放在高出地面的木头垫块上,同时为了防止损坏管子外面的涂层,垫块要放在管子未
《污水处理厂管道工程施工方案1》由会员万****分享,可在线阅读,更多相关《污水处理厂管道工程施工方案1》请在金锄头文库上搜索。
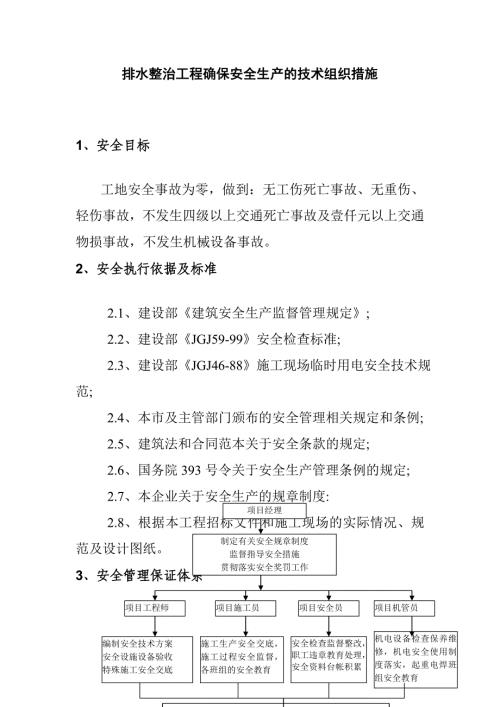
排水整治工程确保安全生产的技术组织措施
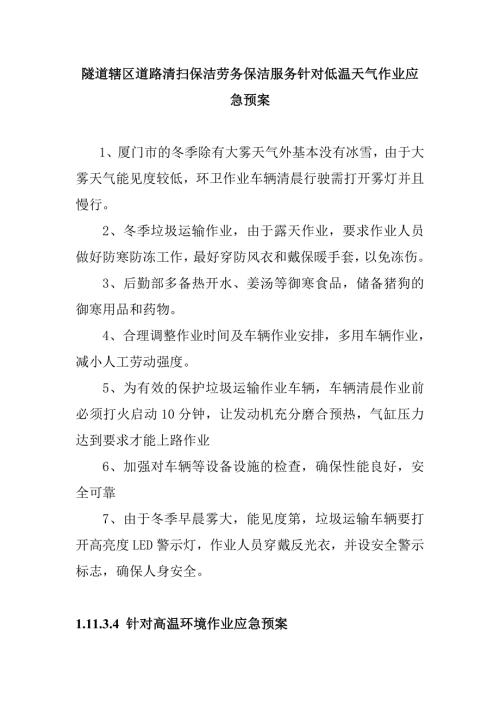
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
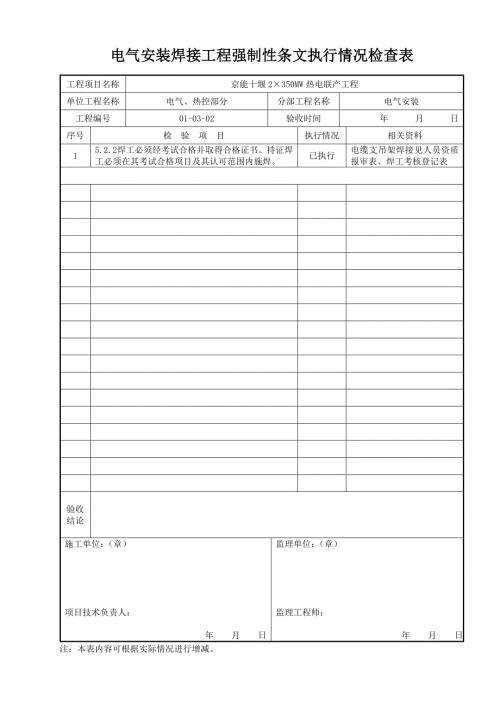
电气安装焊接工程强制性条文执行情况检查表
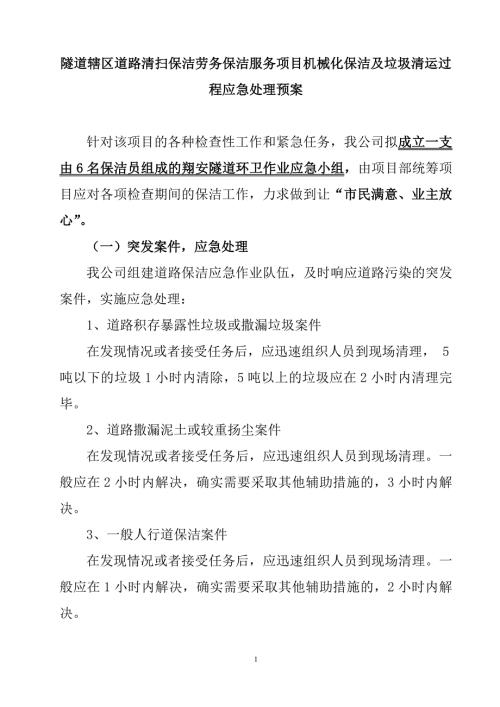
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
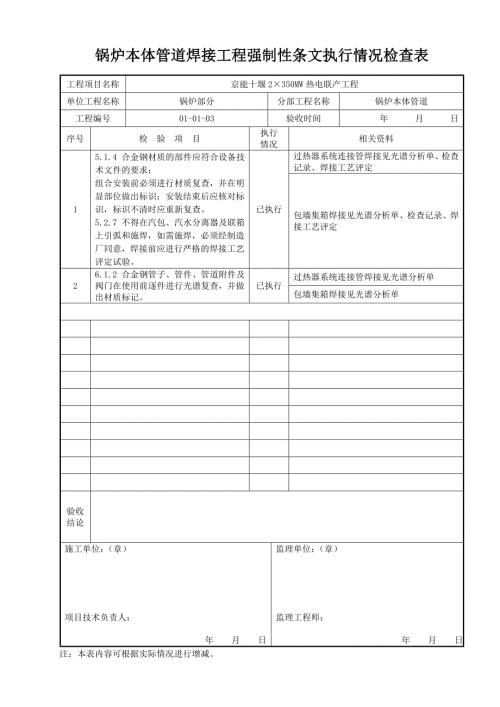
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
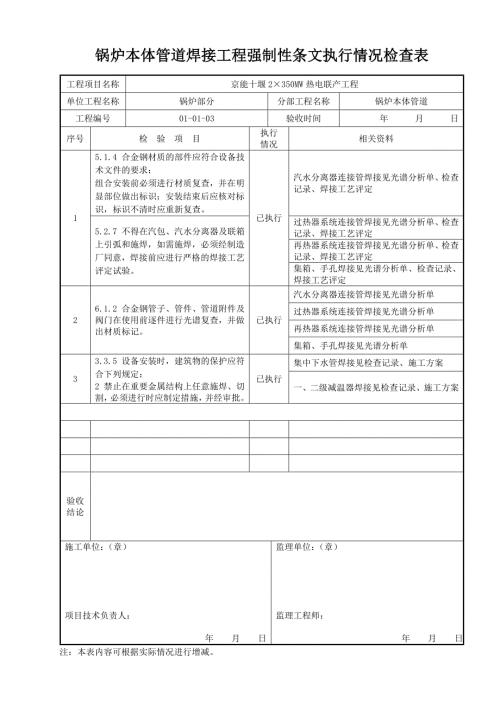
锅炉本体管道焊接工程强制性条文执行情况检查表
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 BIM大赛考试基本知识题库 (800题)
BIM大赛考试基本知识题库 (800题)
2024-01-29 158页
宁夏大学节能监管体系建设实施方案
2024-01-03 308页
低压电机保护装置 用户手册V1.00
2024-01-03 56页
通用保护测控装置技术说明书
2024-01-04 106页
能源监管中心设计
2024-01-04 51页
低压保护装置开发指南文档合集
2024-01-03 300页
低压电机保护装置用户手册
2024-01-04 55页
多功能网络电力仪表 用户手册 V1.00
2024-01-03 104页
变电站后台监控系统配置手册
2024-01-03 278页
智慧楼宇能源管理平台技术方案书合集
2024-01-04 218页