
双屋面连栋温室钢结构工程施工方法及顺序
16页
1、双屋面连栋温室钢结构工程施工方法及顺序1. 钢结构制作场地、存放、运输钢结构的制作场地定在现场,20m,宽5m,完全符合施工要求。钢构件应根据钢结构的安装顺序,分单元成套供应。运输钢构件时,根据钢构件的长度、重量选用车辆;钢构件在运输上的支点、两端伸出的长度及绑扎方法均应保证钢构件不产生变形、不损伤涂层。钢构件存放场地应平整坚实、无积水。钢构件应按种类、型号、安装顺序分区存放;钢构件底层垫层垫枕应有足够的支承面,并应防止支点下沉。相同型号的钢构件叠放时,各层钢构件的支点应在同一垂直线上,并应防止钢构件被压坏和变形。2. 钢结构的制作方法及技术要求1、检材首先对供应部门提供的各种钢材进行检查验收,看是否符合图纸要求与质量要求,检查质量保证书或合格证,不盲目下料。2、矫正对弯曲、变形的钢材必须进行校正,以确保制造质量,其方法是使用螺旋式压力机,千斤顶和氧炔火焰等手段使钢材恢复平直。3、放样在完全熟悉图纸的基础上,铆工可按图制作下料用的样板和样杆。样板用来控制平面几何尺寸,样杆用来控制长度尺寸,样板用油毡制作,样杆用-30*3的扁钢制作。样板和样杆必须经技术人员检查复核。4、下料按照施工钢结
2、构及部件图,对各种组合件进行编号,列表,并注明每件的数量,准备就绪后,按表依次用样板划线下料。下料时100mm以内的型钢用砂轮切割机下料。下好的材料必须除尽氧化铁,堆码整齐,注明编号和数量。5、屋架单片屋架的组装是保证本工程质量的关键,该项工作必须在钢板平台上进行,首先在钢平台上按设计图放出放样,并按规定起拱,然后按地样设置胎模具,胎模具必须水准仪测平,并加以固定,使整个屋架在模具里按规定成型。屋架端部的支座应先采用小拼焊组合,经过矫正后再拼装到屋架上去,这样可提高屋架高度尺寸的精确度。6、焊接变形的予防和矫正屋架和其它构件在组合过程中,由于局部焊接加热,随着焊缝的收缩,会产生焊接变形。为了保证桁架的几何精度,在焊接过程中必须采取一些必要的措施,把焊接变形控制在最小的范围。第一种方法采取刚性固定法,把整个构件用卡兰,倒勾或其它模胎具固定在钢平台上,不让构件有曲绕的余地,(但必须能让焊缝收缩,以减小内应力)达到减小变形的目的。第二种方法采取合理的焊接顺序和正确的施焊方法,所谓合理的焊接顺序,应先焊腹杆与节点板之间的焊缝,再焊上、下弦与节点板之间的焊缝,焊接次序不应集中,应从中间节点开始向
3、两边节点间隔跳开焊接,在进行几个面的立体焊节时应对称施焊,以达到减小焊接变形和焊接应力的目的。所谓正确的施焊方法是指焊工在施焊时,为减小焊接变形,要根据构件具体情况和焊缝长短来采用不同的焊接方式,如对称焊法、分段退焊法、跳焊法等等。并且在施焊时在保证焊缝质量的前提下,采用适当的电流,快速施焊。第三种方法,采取反向变形措施,即在屋架点焊成形后,先将屋架人为的向焊接变形反向弯曲一点,以达到消除焊接变形的目的。但此种方法尚无法提供确切数据,焊工、铆工如无把握可不采用。第四种方法,利用屋架翻面对称施焊来纠正变形,其实这也就是一个合理的焊接次序问题。第一面焊接第一遍后即翻面焊另一面。如采用了以上的办法后,构件仍有一些弯曲就得用千斤顶配合卡具来进行矫正,千斤顶每个能力必须要达到施工要求。除了用机械办法,还可以用火焰来矫正,用两把大号焊枪把焊接变形相对部位的金属局部加热到热塑性状态。3. 钢构件的吊装钢构件吊装前,应对钢构件的质量进行检查。钢构件的变形、缺陷超过允许偏差时,应进行处理。吊装采用一台5t汽车吊进行。钢结构的柱、屋架安装就位后应立即进行校正、固定,当天安装的钢构件应形成稳定的空间体系。吊
4、装时要做好轴线和标高的控制。各支承面的允许偏差:标高为3.0mm,水平度为L/1000。4. 钢结构构件的质量检查1、焊缝的外观检查对完成的焊缝必须用肉眼或低倍放大镜进行外观检查,不允许有下列缺陷存在:裂纹;严重咬边;未焊透;焊瘤及焊肉高低不平;表面沙眼及灰渣;焊缝断面尺寸不符合图纸要求。以上各项的具体检验标准参照“钢结构施工及验收规范”3、4、1417条。2.各构件的组合尺寸偏差按下列数值检查:屋架的跨度偏差,从两端支承处最外侧的距离不得超过+3-mm。屋架跨中高度允许偏差不得大于mm。屋架跨中拱度偏差:为+-mm 。钢柱 安装允许偏差:柱脚底座中心线对定位轴线的偏移为.mm;柱基准点标高+5.0-8.0mm;挠曲矢高H/1000(15.0mm);柱轴线垂直度为10.0mm。杆件轴线对节点,中心的偏移不得大于3mm。5. 质量保证措施1、设置专职的质量检验员,由质检员负责复核各放样尺寸的准确性,以及复查焊缝位置。2、工程技术员和检验员必须按GBJ50205-95国家施工验收规范指导生产和检验产品。3、焊工必须持证操作,必须对自己所焊焊缝质量进行自检,并做出标记,以落实责任。4、施工前
《双屋面连栋温室钢结构工程施工方法及顺序》由会员万****分享,可在线阅读,更多相关《双屋面连栋温室钢结构工程施工方法及顺序》请在金锄头文库上搜索。
排水整治工程确保安全生产的技术组织措施
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
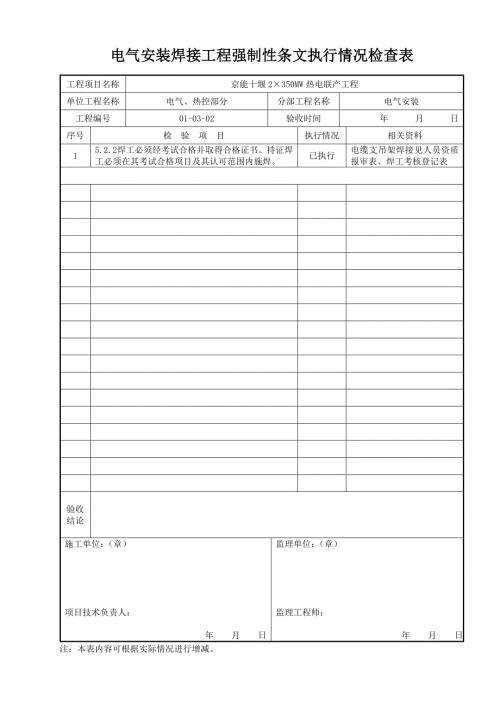
电气安装焊接工程强制性条文执行情况检查表
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
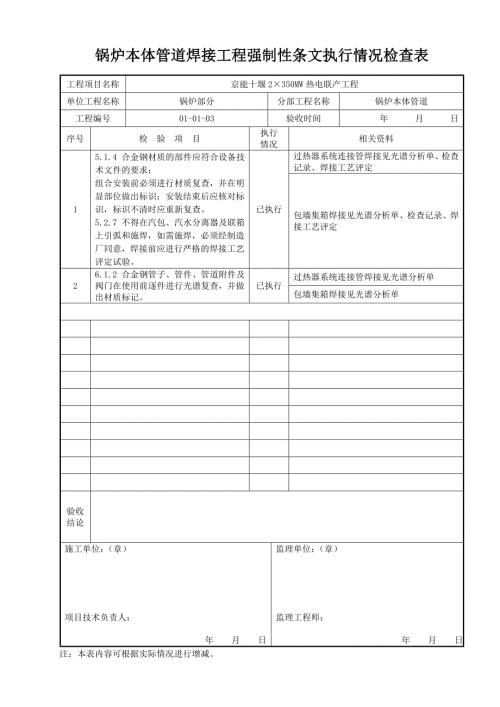
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
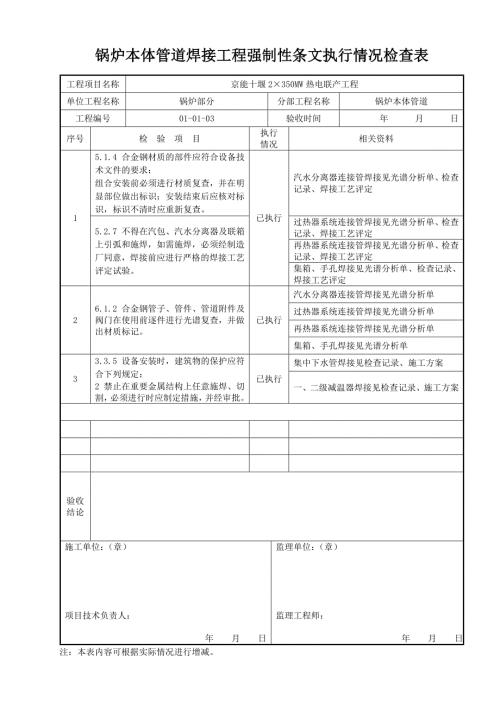
锅炉本体管道焊接工程强制性条文执行情况检查表
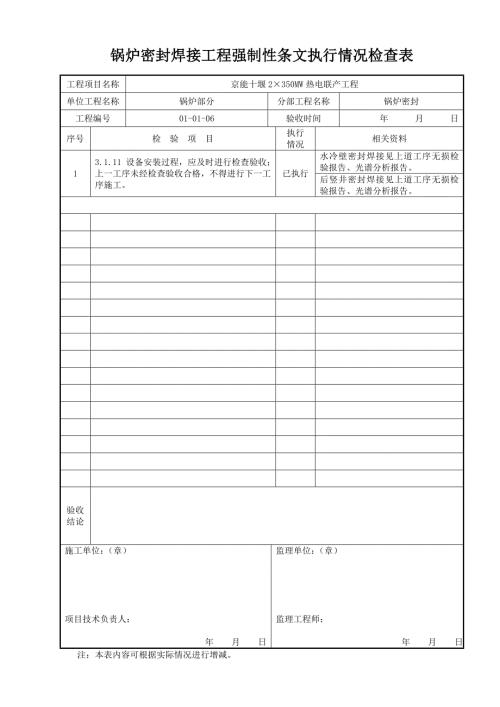
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
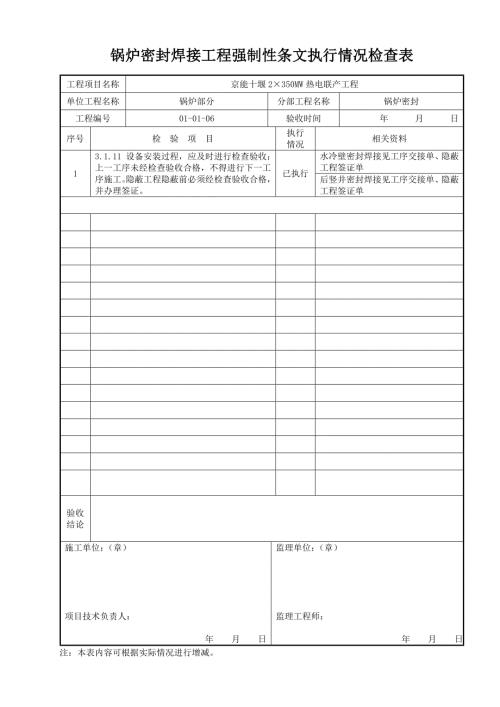
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 氟油项目可行性研究报告立项申请
氟油项目可行性研究报告立项申请
2023-01-10 108页
九江人防工程检测项目投资计划书
2024-02-16 129页
厦门实现慢性病综合防控的医疗卫生机构间互联互通、信息共享项目建议书
2023-12-16 220页
常德市传统行业工业互联网项目投资价值分析报告【参考范文】
2022-10-21 198页
年产3000万只食品包装盒项目可行性研究报告模板
2022-12-04 104页
盖州市国际国内物流大通道项目投资分析报告
2022-12-07 168页
迪庆先进高分子材料项目投资分析报告
2023-05-30 110页
北京换位导线项目商业计划书(参考模板)
2024-02-06 141页
丹东储氢瓶销售项目可行性研究报告【范文参考】
2023-01-25 121页
[门球场施工方案]人造草坪门球场施工视频
2022-08-05 4页